Ceramic machining tolerance should be determined based on actual function, manufacturing capability, and cost requirements. Non-critical areas typically use ±0.1 mm or ±1%.,Sealing areas require ±0.05 to ±0.1 mm.,Surface roughness for sealing is usually Ra 0.1–0.4 μm. Avoid over-tight tolerance, as cost can increase by 2–5×.
In precision ceramic components, proper ceramic machining tolerance directly affects sealing performance, assembly accuracy, machining cost, and long-term reliability.
This guide explains how to set ceramic machining tolerance based on function, cost, and process capability.

What are ceramic machining tolerances and surface roughness (Ra)?
Ceramic machining tolerance defines the allowable dimensional variation of a ceramic part. It directly affects assembly quality.
Surface roughness shows how smooth the surface is. Ra is the standard value used.
These parameters impact wear, sealing, and service life. Wrong settings can lead to higher cost and early failure.
Key point: In practice, better performance usually comes from proper tolerance design rather than excessively tight specifications.

Relationship Between Precision and Machining
Many ceramic projects run over budget due to tolerance design. Designers often apply metal standards to ceramic parts. But the processes are very different. Metal parts rely heavily on CNC machining and precision grinding for dimensional control, while ceramic parts obtain most dimensions through sintering shrinkage control. Machining is used only for local adjustment. Most ceramic dimensions are formed, not machined.
Using metal standards adds unnecessary precision work.More machining increases lead time, lowers production yield, and ultimately drives up total cost.
Engineering conclusion: Ceramic tolerances must match process capability, not metal experience.
Based on these cost implications, the next step is to identify where precision is truly required in ceramic components.
Functional Area Design for Ceramic Machining Tolerance
Ceramic parts should be designed by functional areas. Critical zones must meet performance first.
Sealing surfaces require specific ceramic surface roughness for sealing, typically Ra 0.1–0.4 μm.
Fitting areas such as shafts and holes require stable clearance, concentricity control, and in some cases flatness control to ensure reliable assembly, but non-contact areas can use looser tolerance;
Outer dimensions usually do not require tight tolerance unless they affect assembly interfaces or functional alignment. In most cases, these dimensions can rely on sintering control to reduce machining cost.
Structural support areas carry less load, so precision machining is usually unnecessary.
Typical tolerance and surface finish requirements are summarized below:
| Area Type | Recommended Tolerance | Surface Roughness | Reason |
| Sealing Surface | ±0.05 mm | Ra 0.1–0.4 μm | Prevent leakage |
| Fitting Area | ±0.05–0.1 mm | Ra 0.8-1.6 μm | Ensure clearance |
| Structural Area | | ±0.1 mm+ | Not critical | Reduce cost |
How to Set Tolerance Step by Step?
The first step is to identify functional areas, including sealing, fitting, and non-critical zones.
Next, tolerance should be assigned according to actual function rather than one uniform standard.
Process capability must then be evaluated to ensure the design matches manufacturing limits.
Finally, surface roughness should be optimized based on wear and sealing requirements.
As a best practice, general functional areas usually do not require lapping or mirror polishing, which helps avoid unnecessary machining cost..
After sintering, tolerance is usually ±0.3% to ±1%. Grinding can reach about ±0.1 mm. Precision machining can reach ±0.01 mm. Higher precision always increases cost.
Cost Impact of Ceramic Machining Tolerance
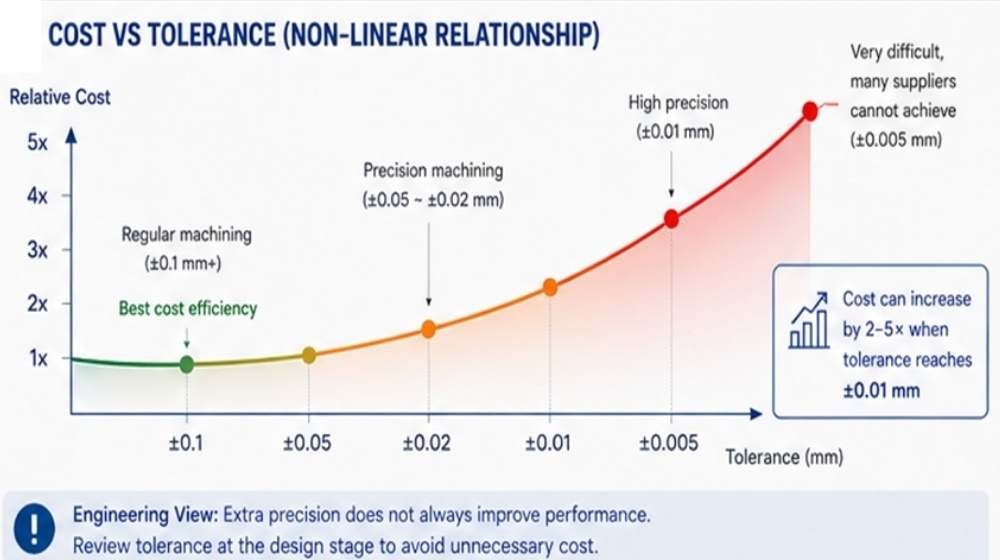
Ceramic machining tolerance vs cost shows a non-linear relationship . Higher precision makes machining more difficult. As a result, regular processing at ±0.1 mm+ usually provides better cost efficiency. Reaching ±0.01 mm usually requires precision grinding or diamond grinding the cost often increases by 2 to 5 times. ±0.005 mm is very difficult. Many suppliers cannot achieve it.
Engineering view:
Extra precision does not always improve performance. If unsure, review tolerance at the design stage. However, cost is not the only concern. Excessive machining can also introduce reliability risks.
Common Precision Ceramic Machining Processes
Typical precision ceramic machining processes include:
- Diamond grinding for dimensional control
- Lapping for ultra-flat surfaces
- CNC machining for complex geometries
- Polishing for sealing surfaces
- Laser machining for micro features
Different processes provide different tolerance capability, surface finish, and production cost
Risks of Over-Machining
In precision ceramic machining, over-processing can cause micro cracks. It may also introduce residual stress inside the material. These defects are often invisible at first, but they may gradually grow during long-term operation and eventually reduce local strength and eventually lead to part or even system failure. The risk is higher under heavy load. Small defects become more critical.
Engineering view:
More machining does not always improve ceramic performance. In some cases, aggressive grinding creates hidden damage that reduces long-term reliability. This issue becomes more serious in high-load or thermal cycling environments. To lower the risk, unnecessary grinding and repeated machining should be avoided.
How to Reduce Cost?
-
- Focus precision only on areas that directly affect sealing or assembly.
- Standard sintering tolerance is usually enough for non-critical dimensions.
- Avoid complex features such as sharp corners and deep holes whenever possible.
- Do not over-polish surfaces that have no sealing or wear function.
- Better design decisions often reduce both machining cost and production variation.
Case Study
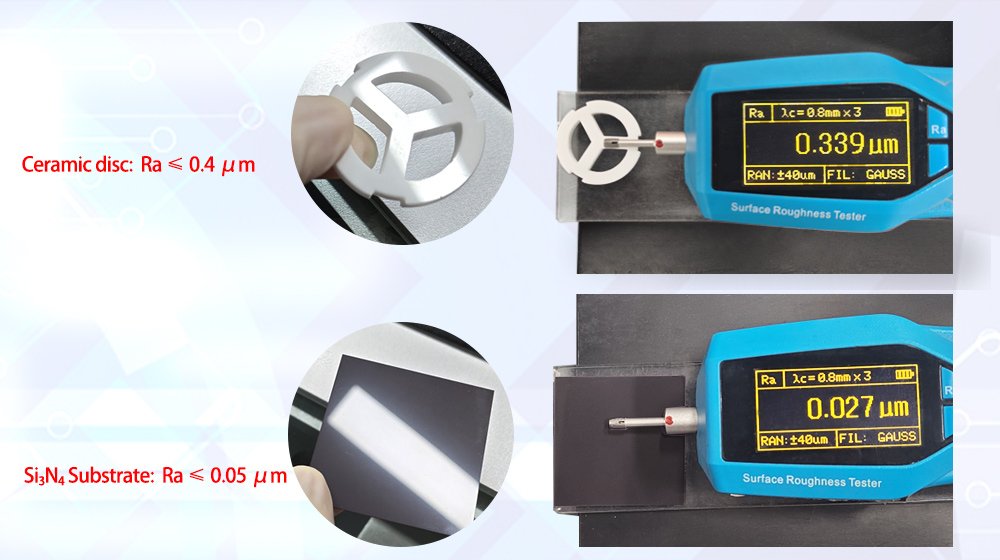
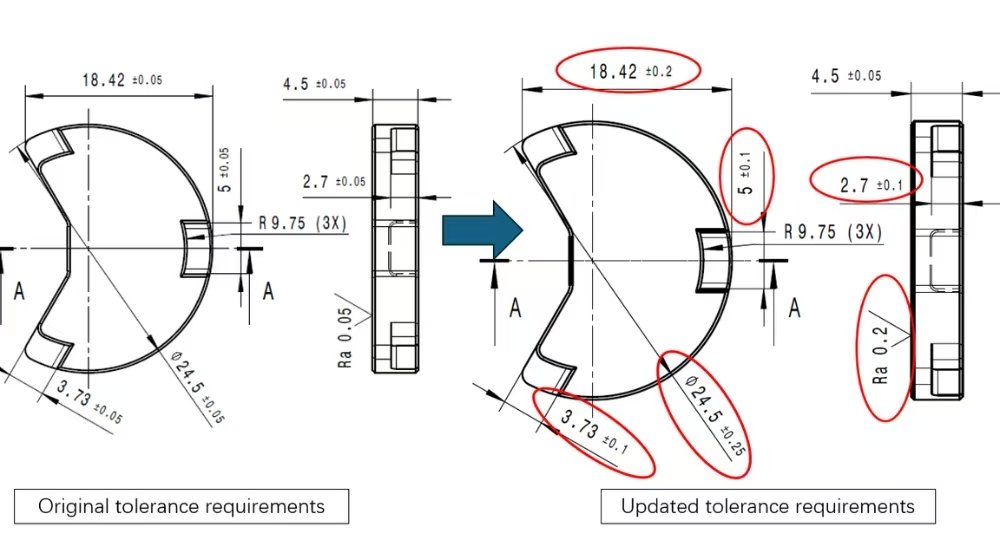
A customer requested extremely tight tolerance for ceramic valve discs. The original design specified Ra 0.05 μm sealing roughness and multiple ±0.05 mm dimensions.
These requirements increased machining cost and slowed production. After reviewing the application, we suggested a simpler and more cost-effective solution.
The sealing roughness was adjusted to Ra 0.2 μm, while key thickness tolerance remained unchanged. Several assembly dimensions were also relaxed to ±0.1 mm.
Testing showed almost no difference in sealing or wear performance. The customer therefore approved the optimized design for production.
This case demonstrated that smart tolerance design improves manufacturability without sacrificing performance.
This case shows that tolerance optimization is not just a cost issue, but a key factor in improving manufacturability and production stability.
Common Mistakes
1.One common mistake is using metal standards for ceramics. Sintering behavior is often ignored.
2.Another is applying tight tolerance everywhere. This adds cost without improving performance.
3.Shrinkage must be considered during design. Ignoring it increases risk.
4.Polishing non-functional areas is unnecessary. It wastes resources and reduces efficiency.
FAQ
Q1: What are the practical precision ceramic machining tolerance limits ?
In practical machining, achievable tolerance typically ranges from ±0.1 mm to ±0.005 mm. The exact range depends on part size, geometry, and machining process. Tighter tolerance often requires diamond grinding, lapping, or CNC fine machining, especially for flatness and concentricity control
Q2: What is the lowest surface roughness?
After polishing, surface roughness may reach Ra below 0.05 μm. The achievable value depends on material type and processing method. Lower roughness increases cost and is only needed for critical sealing.
Q3: Is tighter tolerance always better?
Tighter tolerance is not always better in ceramic machining. It increases cost and machining difficulty significantly. Tolerance should match functional requirements, not exceed them.
Q4: How to reduce ceramic machining cost?
Optimizing tolerance design can significantly reduce ceramic machining cost. Avoid unnecessary tight tolerance and excessive surface finishing. Matching design with process capability improves cost efficiency.
Q5: What tolerance is best for ceramic sealing parts?
For ceramic sealing parts, machining tolerance is usually ±0.05 mm to ±0.1 mm. The range depends on pressure, sealing design, and assembly conditions. Tighter tolerance should be used only when sealing performance requires it.
Q6: What surface roughness is required for ceramic sealing?
For ceramic sealing applications, surface roughness is typically Ra 0.1–0.4 μm. Critical sealing may require Ra below 0.1 μm. Avoid unnecessary polishing to control machining cost.
Conclusion
In ceramic engineering, tighter tolerance is not always better. It must match function, process, and cost. Good design balances performance, cost, and reliability. It is not about chasing maximum precision.
In ceramic projects, early tolerance design is critical. It reduces costly changes later. From experience, early review can cut cost by 20%–30%. We recommend evaluating tolerance at the design stage.
If your ceramic component involves sealing surfaces, tight assembly, or high reliability requirements, tolerance design should be reviewed early. Send us your drawing for a free engineering evaluation. We will identify unnecessary precision and help reduce machining cost while maintaining performance.