

What Engineering Challenges Can We Solve?
Engineering people in many demanding applications always struggle with challenges that conventional materials and manufacturing methods cannot easily overcome. Whether the requirement is rigorous dimensional tolerances, higher electrical insulation, improved thermal management, superior wear resistance, or reliable ceramic-to-metal sealing, the success of a component depends on both material selection and manufacturing capability.
JingHui combines advanced ceramic materials with integrated manufacturing processes—including raw material preparation, forming, sintering, precision machining, metallization, brazing, and inspection—to help customers solve complex engineering problems across semiconductor, vacuum, medical, industrial, and power electronics applications.
The following examples illustrate some of the common engineering challenges we help address through our manufacturing capabilities and technical expertise.
| Engineering Challenge | JH Solution |
| Tight dimensional tolerances | Precision CNC ceramic machining |
| High voltage insulation | Alumina and AlN ceramic components |
| Vacuum hermetic sealing | Metallization and brazing |
| Thermal management | Aluminum nitride ceramics |
| Wear resistance | Zirconia and alumina solutions |
| Corrosion resistance | High-purity advanced ceramic materials |
Manufacturing Capability Overview
The following capabilities matrix will help you find what we can do to support your needs
Core process:
● Ball grinding
● Mixing
● Drying
Typical tolerance: N/A
Core process:
● Dry pressing
● Injection molding(CIM)
● Isostatic pressing(CIP)
Typical tolerance: ±0.3~1% pre-sinter
Core process:
● Binder removal firing
● Tunnel furnaces firing
● High-temperature kilns
Typical tolerance: ±13~21% shrinkage
Core process:
● CNC machining
● OD & ID grinding
● Plane grinding
Typical tolerance: ±0.01 mm
Core process:
● Dip coating
● Spray glazing
● Manual printing
Typical tolerance: ±0.2 ~ 0.5mm
Core process:
● Mo/Mn metallization
● W metallization
Typical thickness: Mo/Mn 10 ~ 40 microns, W 10~20 microns
Core process:
● Ni (nickel) plating
● Ag (silver) plating
Typical thickness: nickle 2~15 μm, silver 10~50 μm
Core process:
● Vacuum brazing
● Active metal brazing
Typical tolerance: leak rate ≤1×10-9 Pa・m³/s
Inspection Capability Overview
-
 Dimensional Inspection
Dimensional InspectionMain items included:
● Basic dimensions
● Size tolerance checking
● GD & T
● Complex features -
 Ceramic Surface Inspection
Ceramic Surface InspectionMain items included:
● Appearances by naked eyes
● Surface roughness
● Microstructure of the metallization layer and coating -
 Ceramic Reliability Testing
Ceramic Reliability TestingMain items included:
● Mechanical strength verification
● Thermal property verification
● Electrical and dielectric verification
● Hermetical and seal testing
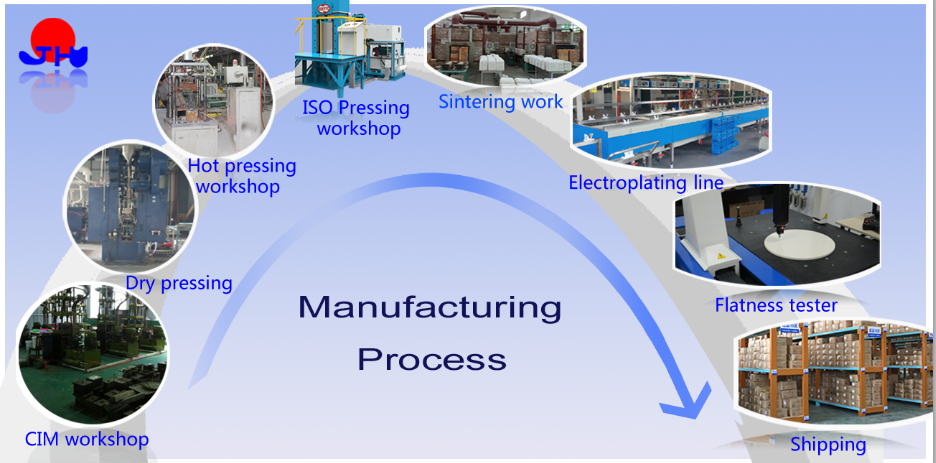
Manufacturing Flow Chart
Our factory, Jinghui Ceramic, has comprehensive end-to-end ceramic manufacturing capabilities. The fundamental manufacturing flow chart for most ceramic components is as follows:
Ceramic powder preparation → Ceramic Forming → Ceramic Sintering → Polishing / Glazing → Ceramic Machining →Ceramic Metallizing→ Electroplating → Brazing → Inspection
Production Capabilities
1. Ceramic forming
Advanced ceramic forming is the process of transforming engineered ceramic powders into near-net-shape green components before sintering. By using technologies such as dry pressing, cold isostatic pressing (CIP), extrusion, and injection molding, manufacturers can achieve consistent dimensional stability, desired geometries, and specific functional requirements for ceramic parts across a wide range of industrial applications.
| Type of Forming | Typical Equipment | Capabilities | Typical Applications |
| Dry pressing | 6T, 40T, 60T, 100T |
● Rod & ring: OD≦200mm |
Suitable for making simple shapes of ceramic parts, such as plates, spacers, and seal rings |
| Ceramic injection molding | 100T, 200T, 400T | ● L and W: 50~80mm ● Min. thickness: 0.5mm ● Max. thickness: 10mm |
Suitable for making complicated shapes with high-dimensional accuracy of ceramic components |
| Cold isostatic pressing | 200Mpa, 400MPa | ● Rod& ring: OD 10~400 mm ● L & H: 20 ~ 500 mm ● Thickness: ≧ 3mm |
High-voltage insulator, large-size ring and bushing, metallized ceramic components, and thick-walled structural components |
2. Ceramic machining
Advanced ceramic machining is the process of sintered ceramic parts, such as alumina, zirconia, and aluminum nitride, into high-precision components. Through grinding, drilling, lapping, and polishing, complex ceramic parts can achieve tight tolerances and fine surface finishes for semiconductor, vacuum, medical, and industrial applications.
| Type of Machining | Typical Machine | Capabilities | Typical Applications |
| Precision grinding | ●Precision grinder ●CNC machine |
● Surface grinding ● Cylindrical grinding ● Internal grinding ● Centerless grinding |
Ceramic shafts, sleeves, cylindrical parts, metallized rings, spacers |
| Hole machining | ●CNC drilling machine ●Micropore drilling machine |
● Thru. holes ● Blind holes ● Micro holes |
Vacuum terminal holes, brazing holes, spacer holes, microchannel holes |
| Surface finishing | ● Lapping machine ● Polishing machine |
● Lapping ● Polishing ● Fine grinding |
Substrate, sealing surface, metallized surface, semiconductor components |
| Complex geometry machining | ● Multi-axis CNC machine ● CNC Milling Machine |
● Milling ● Slotting ● Contouring ● Chamfering |
With multi-stepped, grooved, chamfered, curved, multi-cavity structural parts |
3. Ceramic metallizing
| Core Metallizing Process | Typical Machine | Capabilities | Typical Applications |
| Silk Screen printing | ● Manual silkscreen ● Auto silkscreen machine |
Mo/Mn: 10~40μm | |
| Metallizing | Vacuum sintering furnace | ● For 96% alumina, 1450℃ ~1480℃ ● For over 99% alumina, 1500℃ ~1550℃ |
|
| Electroplating & electroless plating | ● Electroplating tank ● Electroless plating tank |
● Electro nickel (Ni) plating: 2~6 μm ● Electroless nickel plating: 3~15 μm ● Nickle + Silver coating : Ni 2~15 μm +Ag 10~50μm |
Vacuum ceramics, semiconductor ceramics, insulating devices, and brazing ceramics |
4. Ceramic brazing
| Core Brazing Process | Typical Machine | Capabilities | Typical Applications |
| Vacuum Brazing | Vacuum Brazing Furnace | ● Ag-Cu-Ti brazing: 850~950℃ ● Cu-Ti brazing: 900~1100℃ |
● Vacuum electron tube, ceramic substrate packaging ● High-voltage insulator components |
Manufacturing Equipment & Facility
-
 Milling and Mixing Grinder
Milling and Mixing Grinder -
 Dry Pressing Machine
Dry Pressing Machine -
 Injection Molding Machine
Injection Molding Machine -
 Isostatic Pressing Machine
Isostatic Pressing Machine -
 Sintering Furnace
Sintering Furnace -
 CNC Machine
CNC Machine -
 Hydrogen Vacuum Furnace
Hydrogen Vacuum Furnace
Typical Applications
JH Ceram’s advanced ceramic capabilities support a wide range of demanding industrial applications. Our high-precision ceramic components are designed to deliver reliability, durability, and performance across multiple sectors:
-
High-Power Electronics
Advanced ceramic parts offer electrical insulation and thermal management for high-voltage and high-current applications. Typical components include:
- Metallized insulator
- Ceramic substrates
-
Vacuum & Hermetic Components
We manufacture hermetic seals and vacuum-rated insulator assemblies for electronics, high-vacuum systems, and semiconductors. Applications include:
- Ceramic Feedthroughs
- Ceramic-to-metal assemblies
-
Precision Instruments
Our ceramics are used in machinery and measurement & analyse devices requiring high accuracy and stability. Examples include:
- Precision spacers and alignment components
- Medical diagnosis instruments
We have complete manufacturing capabilities, especially for alumina and zirconia ceramic components, involving material preparation, ceramic forming, sintering, machining, surface treatments, metallizing, and brazing.
The typical dimensional tolerance can be ± 0.01mm after fine grinding or machining. Regarding surface finish, from semi-polishing (Ra 0.4) to fine grade (Ra 0.05) is available.
Our technical ceramics cover many high-tech modern industries and applications, involving semiconductors, energy storage, vacuum-tight devices, medical, and commercial aerospace.
Yes, we can produce ceramic-to-metal brazed assemblies, such as ceramic feedthroughs and ceramic insulation assemblies for vacuum devices.
In the whole manufacturing process, the dimensional and surface inspection will be carried out. In the meantime, the reliability test will be conducted after the ceramic parts are completed to ensure the functional requirements and operational stability.
Yes, our metallized ceramic components can be hermetically sealed. The leak rate test must be conducted before flowing to our customers.
Yes, from design reviewing to prototyping and mass production of custom ceramics, we can provide end-to-end engineering support
Yes, we can achieve a variety of complex precision geometries of ceramic parts via a diversity of machining methods.