Introduction
Ceramic substrates are the core support for heat dissipation and insulation in power modules. Their performance directly affects the module’s reliability, heat dissipation capacity, and lifespan.
Currently, the market is mainly focused on three materials: Al₂O₃ (alumina), AlN (aluminum nitride), and Si₃N₄ (silicon nitride).
This article analyzes the differences between these three materials in depth, starting from key indicators such as thermal conductivity, thermal stress matching, mechanical strength, and cost.
It also provides selection guides based on different applications to help designers find the optimal balance between performance and cost.
What is a Power Module?
Simply put, a power module is an integrated unit in which multiple power chips (such as IGBT, MOSFET, and SiC MOSFET) are packaged together in a specific circuit configuration.
It is the core component of equipment such as electric vehicle inverters, industrial motor drives, and photovoltaic power generation.
Inside the power module, the ceramic substrate bears the core functions of structural support and electrical interconnection. It must meet the following three stringent requirements:
1. Superior Electrical Insulation: Create a robust insulating barrier between the high-voltage circuit and the bottom heat sink.
2. Efficient Thermal Management: Chips generate significant heat during high-frequency switching, and the ceramic substrate must conduct this heat to the cooling system.
3. Exceptionally High Mechanical Reliability: This requires a precise match to the chip’s coefficient of thermal expansion (CTE) to minimize thermal stress. At the same time, sufficient structural strength must be ensured to prevent cracking under severe thermal cycling.
Comparison of Key Properties of Al2O3, AlN, and Si3N4 Ceramics
In power module design, the choice of ceramic substrate directly affects the module’s heat dissipation capacity, reliability, and cost. Al2O3, AlN, and Si3N4 are currently the three most widely used materials.
The table below provides a clear comparison of the key properties of these three materials, allowing us to quickly grasp their characteristics and differences.
| Property | Unit | Al2O3 | AIN | Si3N4 |
| Thermal Conductivity | W/(m·K) | 20~30 | 170~230 | 70~90 |
| Coefficient of Thermal Expansion (CTE) | ×10-6/℃ | 6.5~7.0 | 4.4~4.7 | 3.0~3.2 |
| Flexural Strength | MPa | ≥310 | ≥310 | 600~800 |
| Fracture Toughness | MPa·m1/2 | 3~4 | 3~4 | 6.0~7.0 |
| Dielectric Strength | (kV/mm) | >15 | >15 | >15 |
Understanding Material Properties: What Do They Affect?
We previously analyzed the properties of three materials: Al2O3, AlN, and Si3N4. So what do they mean in practical applications?
Let’s analyze the impact of these key properties in the context of specific applications.
Maximum Heat Dissipation
The lower the thermal resistance, the less resistance there is to heat flowing from the chip to the outside environment.
Heat dissipation effectively lowers the chip’s operating temperature, thereby increasing the system’s power limit and significantly extending its service life.
AlN: Its advantage lies in its strong heat dissipation, with a thermal conductivity of 170-230W/(m·K). In high-power applications, it offers the best chip temperature control and exceptional heat transfer rates.
Si₃N₄: Its thermal conductivity is 70-90 W/(m·K), lower than AlN. However, Si₃N₄ has high strength and good toughness, allowing for product thicknesses as thin as 0.32 mm or even thinner.
When laminated with thick copper, its system-level thermal resistance can match or even exceed that of AlN.
Reliability/Lifespan
Primarily depends on material toughness. Higher toughness means better resistance to thermal cycling.
In practical applications, Al2O3 and AlN have relatively low fracture toughness, and both are brittle materials that are prone to cracking under high-power thermal shock.
In contrast, Si₃N₄ has a fracture toughness of 6-7 MPa·m1/2, which is more than twice that of the former two. This toughness allows it to remain stable even when subjected to the huge tensile stress brought by thick copper (AMB), and its heat dissipation performance remains consistent.
Solder Stability
This indicates which materials are a better match for the chip. The closer the CTE coefficient is to that of the chip, the lower the thermal stress of the solder layer.
SiC chips (CTE ~4.0): Their coefficient of thermal expansion is closer to that of AlN (4.4-4.7). Si chips (CTE ~2.6): Achieve near-perfect thermal matching with Si₃N₄ (3.0-3.2).
You might ask, since AlN and SiC chips are a better match, why is Si₃N₄ used more in SiC modules?
That’s where the technological advantage of Si₃N₄ lies. Because Si₃N₄ has a high toughness of 6-7 (more than twice that of AlN), it can effectively absorb and resist shear forces at the interface without cracking.
This superior mechanical reliability is the core support for automotive-grade modules to achieve a 15-year warranty.
Material Selection Guide
Now that you understand the characteristics of these three materials, if you’re still unsure which one to choose, here are a few tips to help you decide.
1. If you work in the white goods or general industrial drive sectors, Al2O3 is the most cost-effective option.
Reason: Home appliances (air conditioners, refrigerators) and standard variable-frequency drives are extremely cost-sensitive.
Al2O3 is the most established and mature solution. Although its heat dissipation is average, it’s inexpensive. As long as your application doesn’t require high power, you can’t go wrong with it.
However, there’s one thing you need to know: it can’t withstand the intense heat generated by high currents.
2. If you work in the field of high-power wind and solar inverters, AlN is the material of choice. It offers high thermal conductivity, though you cannot rely on it for shock resistance.
Reason: These devices are large in size, have relatively abundant space for heat dissipation, and are typically mounted on concrete bases, so mechanical shocks and severe vibrations are relatively controllable.
AlN has a thermal conductivity as high as 170-230 W/(m·K), which is approximately 7-8 times that of Al2O3. It can significantly reduce the system’s thermal resistance.
Although AlN has lower fracture toughness than Si₃N₄, its superior thermal conductivity in static operating conditions more than compensates for its mechanical limitations.
It is the optimal solution for achieving a balance between high power density and cost.
3. If you are in the electric vehicle (EV) drive system or SiC module industry, don’t hesitate, Si₃N₄ is the most reliable choice.
Reason: Electric vehicles place extremely high demands on the reliability of power modules.
The design service life of a vehicle can be as long as 15 years. It must withstand constant road vibrations and impacts, frequent acceleration and deceleration, as well as rapid thermal shocks ranging from -40°C to 150°C.
Under these conditions, AlN modules are prone to failure. After only a few thousand thermal cycles, the ceramic substrate may crack or the solder layer may detach.
Although Si3N4 is expensive, when combined with the AMB thick copper process, it is currently the only solution capable of reliably dissipating heat from SiC chips while passing thermal cycling (TC) tests.
If you want your modules to have a long service life, choosing Si3N4 is the only viable option.
Comparison of Material Costs and Supply Chain Assessments
Below, we will compare material costs and supply chains side-by-side to help you make a more intuitive choice.
| Material | Relative Cost | Supply Chain Assessment | Key Cost Factors |
| Al2O3 | 1x (baseline) | Stable supply with numerous manufacturers | Inexpensive raw materials, mature manufacturing process |
| AIN | 3-5x | Relatively stable supply, with high-end products relying on leading manufacturers | Expensive raw materials, complex sintering process |
| Si3N4 | 5-8x | Concentrated manufacturers, with capacity expansion underway | High process difficulty, high sintering temperature |
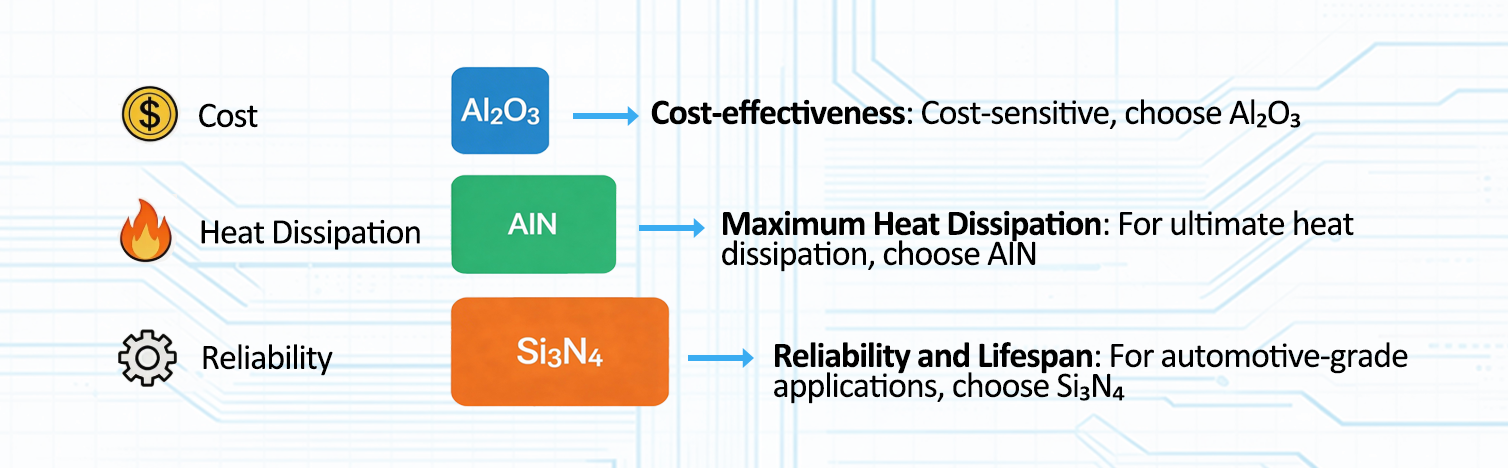
For cost-effectiveness → Al₂O₃; for heat dissipation → AlN; for reliability → Si₃N₄.
In actual selection, it is necessary to weigh these factors comprehensively in light of the module’s specific design, packaging process, operating environment, and cost budget. There is no single “best” material—only the most suitable one.
Conclusion
Returning to the initial question: Which of the three materials—Al₂O₃, AlN, and Si₃N₄—is better? In reality, there is no standard answer.
Choosing a ceramic substrate essentially involves striking a balance between thermal management, reliability, and cost.
Some opt for Al₂O₃ to reduce costs, only to find it fails thermal cycling tests. Others decide to go with Si₃N₄ despite the higher cost, and both system volume and heat sink size are reduced, resulting in a lower overall cost.
Therefore, the choice ultimately depends on the product’s positioning—whether the priority is high volume production or reliability.
Our technical team has extensive experience in ceramic substrate applications. If you still have questions regarding the selection between Al₂O₃, AlN, and Si₃N₄, we welcome your inquiries.
Frequently Asked Questions
Q1: Why is Si₃N₄, with its lower thermal conductivity than AlN, more popular in SiC modules?
A1: Although Si₃N₄ has a lower intrinsic thermal conductivity, its extremely high mechanical strength allows it to be made thinner. A thinner ceramic substrate combined with a thick copper AMB process can significantly reduce thermal resistance.
Also, SiC chips operate at higher temperatures, placing stringent demands on the ceramic substrate’s resistance to stress cracking. This is precisely where Si₃N₄’s core advantage lies.
Q2: How thin can Si₃N₄ substrates be made? What are the limits?
A2: Currently, the mainstream thickness for mass production is 0.32mm. It’s possible to make them thinner, but several limitations need to be considered:
First, processing yield—too thin a ceramic substrate is more prone to cracking during cutting and handling;
Second, flatness—thin ceramic substrates are more prone to warping; third, actual demand—0.32mm already achieves very low thermal resistance, and further thinning results in diminishing marginal returns.
Unless there are special packaging requirements, 0.32mm is a relatively balanced choice in terms of cost-effectiveness.
Q3: How to choose between DBC and AMB?
A3: Simply put, choose DBC if you are cost-sensitive, and choose AMB if reliability is your priority.
AMB has higher copper layer bonding strength, making it suitable for scenarios involving thick copper, high current, and high/low temperature shocks. Currently, automotive-grade modules have largely switched to AMB.
Q4: Why is there such a large price difference between different manufacturers for AlN substrates with the same specifications?
A4: There are several main reasons:
First, the purity of the raw materials. High-purity AlN powder costs several times more than ordinary powder.
Second, the sintering process. High-end AlN requires hot pressing or atmosphere control, resulting in low yield and high cost.
Third, the quality of the metallization layer. Some manufacturers reduce costs by making the copper layer thinner or lowering the bonding strength. While the difference may not be immediately apparent, it significantly reduces long-term reliability.
There’s a reason for cheaper prices and more expensive prices. The key is whether the application can withstand the risks.