Introduction
Ceramic-to-metal hermetic seals often pass helium leak testing at shipment but develop leakage after thermal cycling or long-term service.
In most cases, multiple interface defects—not a single process issue—drive this failure through gradual degradation under thermal stress and material mismatch.
Engineers form these interfaces during ceramic-to-metal joining processes, where ceramic-to-metal brazing enables stable and reliable hermetic performance in practical applications.
In a typical seal structure, three interfaces—the ceramic / metallization interface, the metallization / nickel plating interface, and the nickel plating / braze interface—govern long-term hermetic reliability.
This article analyzes the failure mechanisms at these interfaces and highlights key process control strategies to improve seal reliability. For a broader overview of failure modes and testing methods, see our guide on ceramic-to-metal hermetic seal failure.

Key Insights from Interface-Level Analysis
1. Hermetic seal reliability is fundamentally governed by the integrity of three critical interfaces.
2. The ceramic-to-metallization interface forms the structural foundation of the entire sealing system.
3. The quality of the metallization and nickel plating interfaces directly determines brazing reliability.
4. Passing a helium leak test does not guarantee long-term hermetic stability under thermal cycling.
5. Interactions between the three interfaces can gradually evolve into continuous leakage pathways.
What Is a Ceramic-to-Metal Hermetic Seal
Ceramics and metals differ significantly in thermal expansion coefficients (CTE), surface properties, and chemical behavior, which prevents them from being directly welded in the same way as similar metals.
To overcome this mismatch, engineers use metallization followed by brazing to enable a stable and reliable hermetic joint between the two materials.
A ceramic-to-metal hermetic seal refers to a high-reliability packaging structure in which insulating ceramics and metals are joined through metallization and high-temperature brazing to form a stable metallurgical bond.
The primary function of this structure is not simply mechanical joining, but ensuring long-term hermetic integrity under vacuum, high temperature, and pressure cycling environments.
This type of sealing structure is widely used in high-reliability applications such as vacuum power tube components, high-pressure sensors, and aerospace electronic packaging.
Typical Microstructure of a Ceramic-to-Metal Hermetic Seal
A typical ceramic-to-metal seal structure consists of five layers:
Kovar
↓
Braze Alloy
↓
Ni Plating
↓
Mo-Mn Metallization
↓
Alumina Ceramic
Defects in any of these layers may evolve into leakage pathways during thermal cycling.
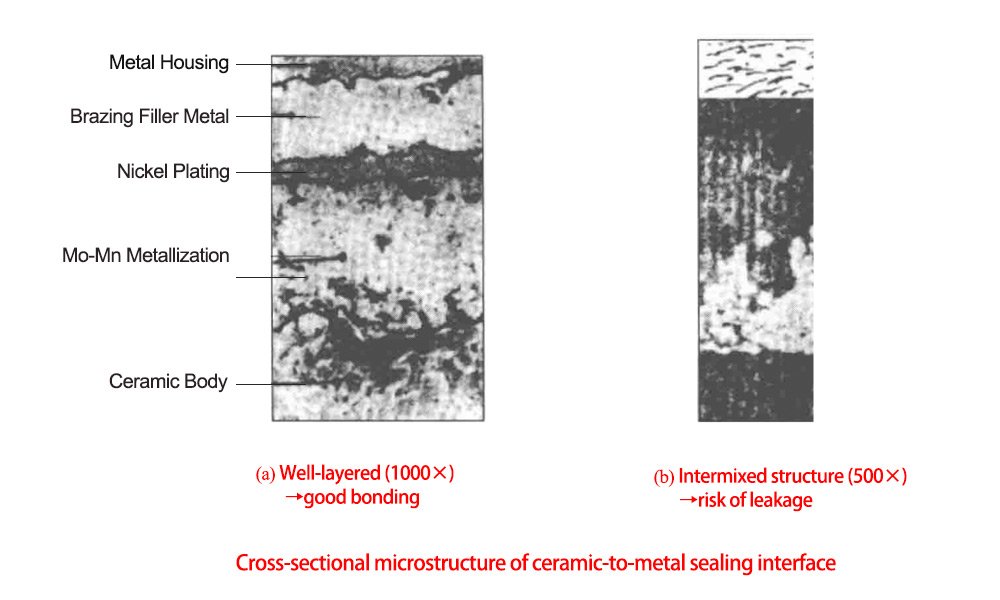
Under ideal conditions, the microstructure should exhibit good interface continuity, uniform thickness, and distinct layering.
The figure below shows a comparison of typical microstructures at ceramic-to-metal sealing interfaces to illustrate how different interface morphologies affect bond quality and sealing reliability.
Key Causes of Hermetic Seal Failure: Three Typical Interfaces
In actual failure cases, the vast majority of problems ultimately manifest as defects at the following three interfaces.
Interface I: Ceramic / Metallization Interface
This is the “foundation” of the entire sealing structure and the starting point for the vast majority of failures. Ceramics and metallization layers are, by nature, two completely different material systems; achieving a strong bond relies on the migration and wetting of the glass phase at high temperatures.
The primary causes of failure at this interface include:
(1) Insufficient Interfacial Wetting or Discontinuities
Insufficient wetting or discontinuities in the metallization layer can lead to localized stress concentrations, which gradually propagate into microcracks during thermal cycling.
(2) CTE Mismatch
Ceramic and metal materials are subjected to cyclic thermal stresses during temperature cycling; the tensile stresses formed during the cooling phase may lead to delamination at the interface or the propagation of microcracks.
For ceramic-to-metal seal structures, proper CTE matching is a key factor in reducing interfacial stress and enhancing long-term reliability.
For more information on material matching principles and selection methods for common ceramic-to-metal combinations, please refer to understanding CTE matching in ceramic-to-metal seals.
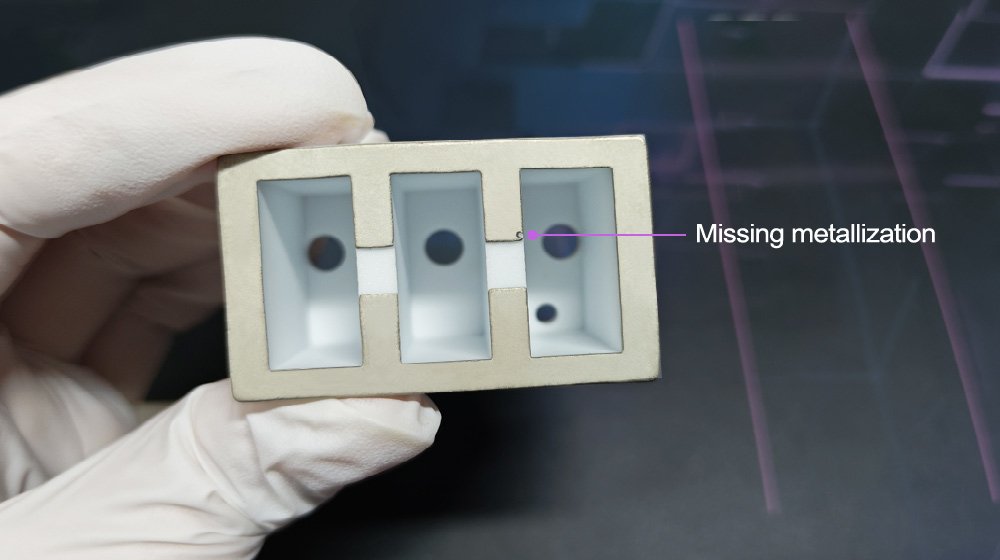
(3) Non-uniform Distribution of the Metallization Layer or Glass Phase
In the Mo-Mn metallization system, improper control of the sintering process can result in non-uniform interfacial bond strength, thereby creating potential failure initiation points.
To ensure uniform migration of the glass phase during sintering, standard temperature and atmosphere profiles must be strictly followed.
For detailed industry specifications regarding this step, please refer to our detailed explanation of the Mo-Mn metallization process.
Interface II: Metallization / Nickel Plating Interface
After the metallization layer is sintered, a nickel plating layer (3–5 μm) is applied to its surface. This interface, which connects the metallization layer to the nickel plating layer, serves as a critical chemical and metallurgical transition zone.
The nickel plating layer serves two purposes: preventing oxidation of the metallization layer and improving brazing wettability and bond strength. If problems arise at this interface, they can directly lead to seal failure and electrical disconnection.
Further Technical Reading: Regarding adhesion defects at this heterogeneous interface, if you need a systematic understanding of the failure mechanisms and solutions for improving adhesion, we recommend first reading our comprehensive technical guide why nickel plating delaminates on metallized ceramics.
The primary failure modes at this interface include:
(1) Insufficient Cleaning or Activation Prior to Plating
If oxides or contaminants remain on the surface of the metallization layer, the nickel layer cannot form a stable initial bonding interface. This often results in a “covered but not bonded” state, leading to gradual delamination under thermal cycling or stress.
(2) Improper Control of Plating Stress
Fluctuations in plating parameters (such as unstable current density or pH) can easily introduce residual stress within the plating layer. When this stress is released during subsequent thermal processes, it can trigger microcracks or weaken the interfacial bond strength.
(3) Inhomogeneous Composition of the Metallization Layer
Uneven thickness of the metallization layer causes localized stress variations, which can lead to stress concentration during thermal cycling and induce microcrack propagation.
Additionally, uneven distribution or localized enrichment of the Mo phase and activators results in inconsistent wettability and interfacial bonding ability across different regions, thereby reducing interfacial stability and overall reliability.
(4) Pinholes in the Plating Layer
If pinholes or micro-voids are present in the nickel plating layer, the brazing material may penetrate locally or wet the surface unevenly, thereby disrupting interfacial continuity and serving as a potential cause of subsequent failure.
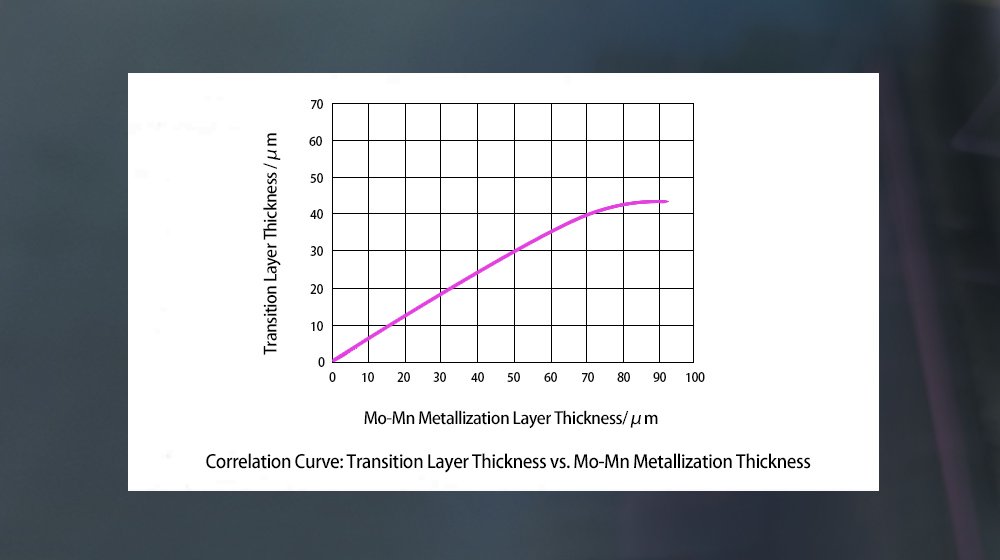
Based on actual data, there is a clear correlation between the thickness of the metallization layer and that of the transition layer, as shown in the figure below.
Interface III: Nickel Plating / Braze Interface
This interface forms during the brazing process and serves as the critical bonding area for achieving the final hermetic seal; it directly determines the hermeticity and long-term reliability of the seal structure.
Compared to the first two interfaces, failure at this interface typically exhibits a distinct time-delayed characteristic: the product passes helium mass spectrometer leak testing at the time of shipment but gradually develops leaks after thermal cycling, mechanical loading, or long-term service.
Therefore, this interface is also one of the most common locations for delayed failure.
The primary failure modes include:
(1) Insufficient Interface Wetting
When the brazing temperature is too low, the hold time is insufficient, or oxides and contaminants are present on the nickel layer’s surface, the brazing material cannot adequately wet the nickel layer’s surface, leading to the formation of localized unbonded areas.
These areas are prone to evolving into leakage pathways during service.
(2) Excessive Growth of a Brittle Reaction Layer
If the brazing temperature is too high or the holding time is too long, interfacial diffusion reactions will significantly intensify, potentially forming an excessively thick intermetallic compound layer.
Such reaction layers are typically brittle; under thermal stress, they are prone to cracking and reduce interfacial bond strength.
(3) Porosity and Voids
During the brazing process, if the clamping pressure is uneven, the temperature distribution is unstable, or gases are not vented in time, porosity or voids may form within the interface.
These defects disrupt the continuity of the interface and serve as major initiation points for hermeticity failure.
(4) Oxidation of the Nickel Layer or Improper Brazing Material Control
The nickel layer is prone to surface oxidation during long-term storage or under poor environmental control conditions, thereby reducing the brazing material’s wetting ability on the nickel surface and compromising the quality of the metallurgical bond.
Furthermore, insufficient brazing material may result in inadequate filling, while an excess of brazing material may cause uncontrolled flow or localized erosion, affecting the structural stability of the interface.
In actual failure analysis, the aforementioned defects can typically be identified through analysis of the interface microstructure, fracture morphology, and leakage paths, as shown in the figure below.
Coupling Effects Among the Three Interfaces
The three interfaces do not exist independently but form an interconnected system; a defect in any one interface can propagate step-by-step along the interface chain and affect the overall sealing performance.
The ceramic / metallization interface determines the structural bonding capacity; the metallization / nickel plating interface affects interfacial transport and transition stability; and the nickel plating / braze interface directly determines the final hermetic seal quality.
Under thermal cycling and stress, weaknesses at each interface may gradually accumulate and interconnect, ultimately forming a continuous leakage path—which is also the primary source of delayed failure.
Overview of Key Process Control Points
Based on the failure mechanisms of the three interfaces described above, we can implement systematic controls at the following key process stages to reduce the risk of interface failure:
| Control Phase | Potential Risks | Control Objectives | Corresponding Interface |
| Ceramic Processing | Surface contamination and abnormal surface roughness leading to poor metallization adhesion | Surface roughness Ra 0.8–1.6 μm, free of oil and particulate residue | Interface I |
| Sintering of Metallization Layer | Abnormal glass phase migration and insufficient strength of the metallization layer | Uniform glass phase distribution, metallization layer thickness 15–25 μm | Interface I |
| Pre-electroplating Activation | Residual oxides or glass phase affecting coating adhesion | Thoroughly remove oxide films and surface residues | Interface II |
| Electroplating Control | Coating pinholes, delamination, or excessive residual stress | Coating thickness: 3–5 μm; continuous structure, free of pinholes and delamination | Interface II |
| Post-plating Storage | Oxidation of the nickel layer leading to reduced wettability | Store in a vacuum or inert atmosphere to shorten the storage cycle | Interface II / III |
| Brazing Temperature Control | Insufficient wetting or excessive growth of the brittle reaction layer | Control peak temperature within the process window (±5 ℃) | Interface III |
| Brazing Hold Temperature Control | Insufficient diffusion or excessive interfacial reaction | Maintain an appropriate holding time to ensure sufficient wetting while avoiding excessive diffusion | Interface III |
| Brazing Pressure Control | Localized lack of bonding, porosity, or voids | Ensure uniform pressure distribution to guarantee full interface contact | Interface III |
| Brazing Filler Consumption Control | Insufficient filling, overflow, or interfacial erosion | Use an appropriate amount of brazing filler to avoid underfilling or overfilling | Interface III |
For ceramic-to-metal hermetic seal assemblies, the quality of the metallization layer directly affects subsequent nickel plating, brazing, and long-term hermetic reliability.
Conclusion
Hermetic seal failure typically develops through the progressive interaction of defects across three critical interfaces rather than from a single isolated cause.
In ceramic-to-metal sealing systems, the ceramic / metallization interface, the metallization / nickel plating interface, and the nickel plating / braze interface collectively determine long-term hermetic reliability through their coupled behavior under thermal and mechanical stress.
Therefore, engineers should evaluate and control the entire interface chain as an integrated system, ensuring that defects do not propagate or accumulate across interface boundaries during material processing, plating, and brazing stages.
Frequently Asked Questions
Q1: Is sealing failure always a brazing process problem?
A1: Not necessarily. While brazing wettability and temperature control are among the most common factors, multiple effects usually combine to cause sealing failure.
In addition, factors such as material compatibility, metallization bonding strength, electroplating quality, and ceramic body defects can all contribute to failure.
Q2: Why do products that pass helium testing still leak later?
A2: Multiple mechanisms typically drive this delayed failure.
Thermal or mechanical stress can gradually propagate microcracks or weak interfaces, eventually forming leakage paths.
In some cases, micro-leaks already exist but remain below helium test detection limits.
In other cases, internal microcavities gradually connect during service, leading to new leakage channels and late-stage failure.
Q3: How to quickly determine which interface the failure occurred at?
A3: Engineers can quickly assess the failure by examining the fracture surface or microstructure, since different interfaces show distinct failure features.
First, a ceramic-like fracture surface usually indicates poor bonding at the ceramic / metallization interface.
Second, a loose or powdery metallic morphology suggests insufficient strength within the metallization layer.
Finally, if the metallization layer remains on the ceramic but solder separation occurs, it typically points to wetting failure at the plating / solder interface.