Introduction
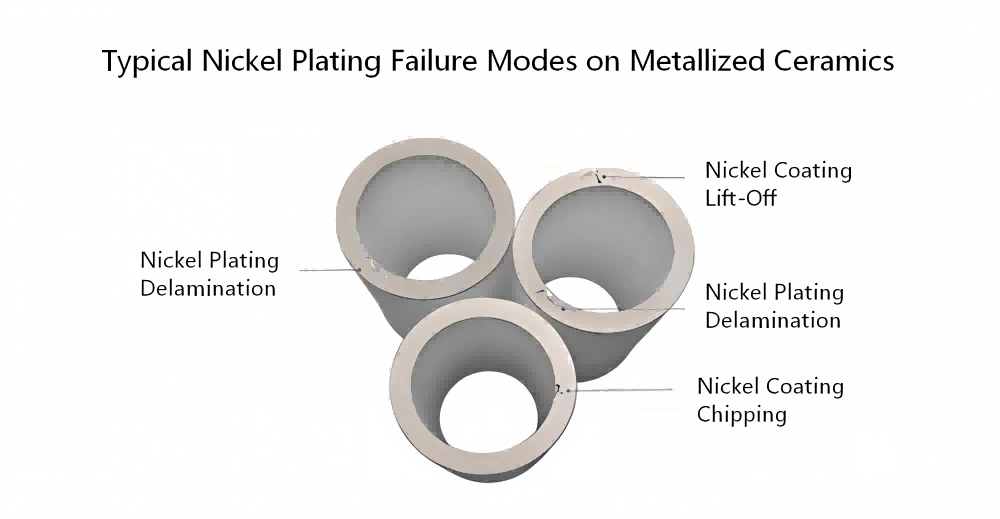
In metallized ceramic production, several nickel plating failures are particularly frustrating for engineers:
- The nickel plating looks normal after electroplating but starts blistering after entering the brazing furnace;
- The tape test passes, but large-area delamination occurs after thermal cycling;
- The same process parameters produce inconsistent results between batches, making it difficult to identify the real cause.
Nickel plating blistering and delamination on metallized ceramics are common issues for manufacturers who have worked with these products for a long time. These problems occur more frequently than expected, especially in Mo-Mn metallization processes.
Here is something that may seem counterintuitive: the problem often does not originate from the nickel plating process itself. Instead, hidden defects may already exist in previous processes and are only exposed during nickel plating or subsequent brazing. The nickel layer may look perfectly fine immediately after plating, but once the part experiences high-temperature brazing or thermal cycling, hidden interface defects can suddenly appear as blistering or delamination.
Nickel plating delamination on metallized ceramics refers to the separation of the nickel coating from the underlying metallization layer due to insufficient interface bonding. It is usually caused by a combination of factors, including surface contamination, metallization defects, residual plating stress, and thermal expansion mismatch, rather than a single process step. For components used in ceramic-to-metal hermetic sealing, this type of failure can also reduce long-term sealing reliability.
This article combines our practical experience from metallized ceramic production to analyze the main causes of nickel plating blistering and delamination, and provides corresponding solutions. Real failure cases and a troubleshooting checklist are also included to help quickly identify the problematic process step.
Where Does Nickel Plating Blistering and Delamination Occur?
Before analyzing the causes, let’s first look at when these failures typically appear.
| Failure stage | Typical phenomenon | Impact |
| Immediately after electroplating | Edge lifting or visible surface blistering | Repairable, but affects production efficiency |
| After brazing | High-temperature blistering and coating failure | Component scrap, wasted material and labor |
| After customer thermal cycling | Large-area coating delamination and system failure | Serious reliability issue |
The most confusing situation is the second one: everything looks normal after nickel plating. The coating thickness is within specification, and even the tape test shows no problem.
Many engineers are misled at this stage.
A metallized ceramic component that does not blister after nickel plating does not necessarily remain reliable after brazing. Once it enters the furnace, blistering suddenly occurs. In many cases, the defect already existed before plating—the nickel layer simply covered it temporarily, and the high temperature during brazing revealed the hidden problem.
Four Root Causes of Nickel Plating Delamination
Nickel plating delamination on metallized ceramics is mainly caused by four factors:
- Insufficient pre-plating treatment, resulting in interface contamination;
- Poor metallization layer quality, leading to reduced bonding strength;
- Excessive residual stress generated during electroplating;
- Thermal stress caused by CTE mismatch during brazing or thermal cycling.
Which one is the most common?
In actual production, nickel plating delamination does not follow a fixed pattern. However, based on our experience, the most frequently overlooked factors are usually the pre-plating treatment and the condition of the metallization layer—not the plating parameters themselves.
Cause 1: Insufficient Pre-Plating Cleaning and Activation Reduce Bond Strength
This sounds sipmle, but it is one of the most common problems in actual production.
From metallization sintering to nickel plating, ceramic components usually go through multiple handling and transfer steps. Fingerprints, polishing residues, fixture oil contamination, and airborne dust can all accumulate on the surface to be plated.
These contaminants are often invisible. Once nickel plating begins, they become trapped between the nickel layer and the metallization layer. When the part is heated to several hundred degrees Celsius during brazing, these contaminants may decompose or expand, causing blistering to form.
The more difficult part is that lightly contaminated surfaces can still produce a visually perfect nickel coating. Even tape tests may pass. This is why many manufacturers struggle to identify the root cause using conventional inspection methods.
Another often-overlooked factor is activation.
After Mo-Mn metallization on alumina ceramics, a glass phase layer may remain on the surface. If the dilute sulfuric acid activation process is too short or the concentration is insufficient, the active bonding sites are not fully exposed. Nickel deposition becomes uneven, and some areas naturally have weak adhesion.
When investigating nickel plating blistering complaints, we always check ceramic metallization cleaning and activation as the first priority because this step has one of the highest success rates for identifying the problem.
Cause 2: Metallization Layer Defects Reduce Nickel Adhesion
This cause is often mistaken for an electroplating problem. We have also made this mistake before.

In one case, we spent two weeks adjusting electroplating parameters, but the blistering rate did not improve at all. After cross-sectional analysis, we found that the real problem was in the Mo-Mn metallization layer—the porosity was too high, and the nickel layer had not formed a proper mechanical anchor. It was simply bridging over the pores.
Because the nickel layer relies on the Mo-Mn coating for mechanical anchoring, any defects formed during metallization can directly reduce nickel plating adhesion. If you are not familiar with how this layer is formed, our guide to the Mo-Mn metallization process explains the complete manufacturing process and key quality control points.
Typical problems include:
High porosity
Improper slurry formulation or an unsuitable sintering profile can create excessive micropores, preventing the nickel layer from properly anchoring to the surface.
Glass phase overflow
Excessive sintering temperature or holding time may cause the glass phase to cover active metal areas, leaving fewer bonding sites for nickel deposition.
Insufficient sintering strength
Poor atmosphere control may cause Mo particle oxidation or incomplete sintering neck formation, resulting in weak mechanical strength.
Oxidation during storage
This is an easily overlooked hidden cause. If metallized ceramics are not nickel plated soon after sintering and remain exposed to workshop air for extended periods (for example, more than 48 hours), an invisible oxide layer may form on the surface.
Some manufacturers store metallized parts for weeks before nickel plating and then wonder why blistering keeps occurring—the root cause was already created before electroplating.
Cause 3: Uncontrolled Electroplating Parameters Increase Coating Stress
If we cannot identify a clear issue after checking the first two causes, the next step is to investigate the electroplating process itself.
During nickel plating on ceramic metallization process, the deposition process naturally generates internal stress within the nickel layer. Crystal growth and lattice distortion both influence the final stress level of the coating.
Once key parameters such as pH, temperature, or current density move outside the proper range, internal stress can increase significantly. This stress may remain hidden during normal inspection but can be released during brazing heating, directly causing nickel plating delamination.
The table below summarizes how these parameters affect coating quality.
| Parameter | Typical Control Range | Consequences When Out of Control |
| pH value | 4.1–4.6 | Too high (>5.0): brittle coating and increased pinholes; too low (<3.5): sharply increased internal stress |
| Temperature | 55–60°C | Too low: higher internal stress; too high: grain coarsening and additive decomposition |
| Current density | 2–5 A/dm² | Excessive current density: columnar grain growth and significantly increased internal stress |
| Bath contamination | Regular analysis and treatment required | Impurity co-deposition reduces coating continuity |
In simple terms, nickel plating delamination on metallized ceramics is often not caused by insufficient bonding strength. Instead, excessive internal stress can gradually “push” the nickel layer away from the metallization layer.
We learned this through experience. In one production case, the current density was continuously kept near the upper limit to increase output. Nothing abnormal happened immediately, but several months later, multiple batches began showing blistering after brazing.
After investigation, we found that the problem was cumulative—the internal stress had already exceeded a safe level and only became visible after exposure to the brazing process.
Cause 4: CTE Mismatch Causes Thermal Stress Delamination
The coefficient of thermal expansion (CTE) is an inherent material property that cannot be changed. The key is to properly manage the stress caused by CTE differences.
| Material | CTE (×10⁻⁶/°C) | Relative to Alumina |
| 95% Alumina | 6.5–8.0 | Reference |
| Mo-Mn metallization layer | ~5.5 | Slightly lower |
| Nickel | ~13.0 | Approximately twice as high |
| Ag-Cu braze alloy | ~18.0 | Significantly higher |
Nickel has a CTE approximately twice that of alumina ceramic. This is one of the fundamental reasons why nickel-plated metallized ceramics may suddenly develop blistering after brazing.
During heating, the nickel layer expands much more than the ceramic body. However, the ceramic restricts this expansion, generating shear stress at the interface. When the bonding strength is insufficient, the stress can lift and separate the nickel layer.
The following conditions can further increase the risk:
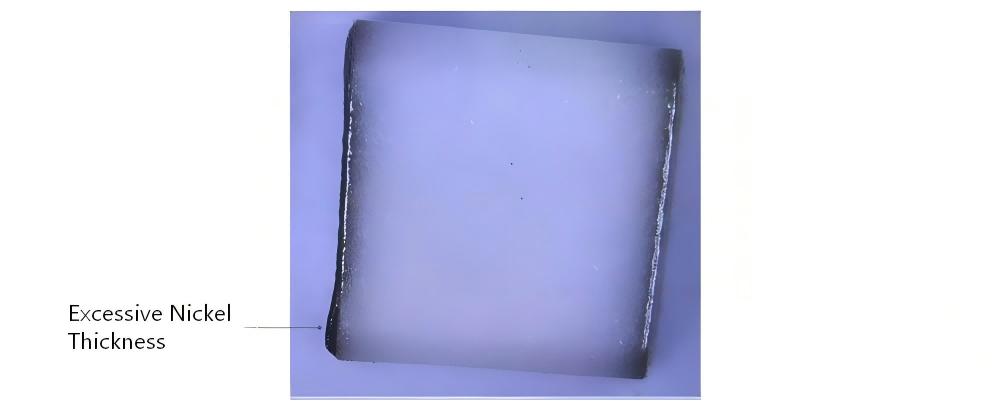
- Excessive nickel plating thickness (above 10 μm);
- Large metallized areas;
- Rapid heating rates;
- Multiple thermal cycles.
Thermal stress caused by CTE mismatch is also one of the most common reasons for failure in hermetic assemblies after brazing. Choosing the right ceramic-to-metal joining method is also critical for long-term reliability. See our comparison of active brazing and Mo-Mn metallization.
Solutions to Prevent Nickel Plating Delamination
Based on our experience from ceramic metallization production, effective control requires attention to four key stages:
- Metallization sintering — establish a strong foundation;
- Pre-plating cleaning and activation — ensure a clean and active surface;
- Nickel electroplating process — control coating stress;
- Post-plating treatment and thermal processes — reduce potential failures during later use.
Stage 1: Ceramic Metallization Sintering — Build a Strong Bonding Foundation
| Problem | Recommended Action | Control Standard |
| High porosity | Stabilize slurry formulation and control the sintering profile | Temperature fluctuation ≤ ±5°C |
| Glass phase overflow or overly smooth surface | Reduce sintering temperature or shorten holding time | Surface roughness Ra 1.0–2.0 μm |
| Excessive storage time after sintering | Complete nickel plating within 24 hours whenever possible; store in nitrogen cabinet if delayed | Re-sinter if storage exceeds 72 hours |
| Unstable sintering atmosphere | Control wet hydrogen dew point | Dew point fluctuation ≤ ±5°C |
The quality of the metallization layer determines whether the nickel layer can form a reliable mechanical bond. A stable Mo-Mn metallization process is therefore the first step in preventing nickel plating delamination.
Stage 2: Surface Cleaning and Activation — Ensure a Clean and Active Surface
| Problem | Recommended Action | Control Standard |
| Oil, fingerprints, or organic contamination | Combine chemical degreasing with ultrasonic cleaning | Do not rely on chemical cleaning alone |
| Surface oxides | Dilute sulfuric acid activation | 5–10%, room temperature, 30–60 seconds |
| Recontamination after activation | Rinse thoroughly with pure water | At least 3 rinses with deionized water |
| Long waiting time after cleaning | Transfer to plating bath within 4 hours | Reactivate if exceeded |
Proper cleaning and activation expose active bonding sites on the metallization layer, improving nickel plating adhesion and providing a stable foundation for nickel deposition.
Stage 3: Nickel Electroplating Process — Control Coating Stress
| Problem | Recommended Action | Control Standard |
| High internal stress | Start with lower current density and gradually increase | Initial current at approximately 2/3 of normal 2–5 A/dm² range |
| Unstable pH | Calibrate daily and adjust when necessary | pH 4.1–4.6 |
| Temperature fluctuation | Regularly verify temperature control system | 55–60°C, fluctuation ≤ ±1°C |
| Aging plating bath | Perform regular Hull cell tests and monthly chemical analysis | Immediate treatment when abnormal |
| Excessive coating thickness | Strictly control plating time | 3–5 μm (most common range) |
Stage 4: Post-Plating Treatment and Thermal Processing — Reduce Later Thermal Failure Risks
| Problem | Recommended Action | Control Standard |
| Residual hydrogen removal | Perform baking treatment immediately after plating | 150–200°C × 2 hours |
| Thermal shock during brazing | Control heating rate | 5–10°C/min |
| Thermal stress on large components | Use staged heating | Hold at 400–500°C for 20–30 minutes |
With proper control of these four stages, most nickel plating blistering and delamination issues on metallized ceramics can be effectively prevented.
How to Quickly Identify the Root Cause of Nickel Plating Delamination
When nickel plating blistering or delamination occurs, many engineers immediately adjust the electroplating parameters. In our experience, that is often the wrong place to start.
A faster and more reliable approach is to trace the failure backward through the manufacturing process. The table below can help narrow down the root cause.
| Observed Failure | Most Likely Cause | Recommended Inspection |
| Blistering appears immediately after plating | Surface contamination or insufficient activation | Check the cleaning process, activation parameters, and water quality. |
| No issues after plating, but blistering occurs after brazing | Metallization defects or excessive plating stress | Examine the metallization layer by cross-section and review plating parameters. |
| Random failures between production batches | Unstable cleaning, plating bath chemistry, or metallization quality | Compare process records between good and defective batches. |
| Delamination occurs after thermal cycling | CTE mismatch or excessive nickel thickness | Measure coating thickness and evaluate the thermal profile. |
If the root cause is still unclear, a simple cross-sectional analysis usually provides the answer.
A well-bonded nickel coating should remain tightly attached to the metallization layer. If separation occurs between the nickel and the metallization layer, the problem is generally related to surface preparation or electroplating. If the metallization layer itself separates from the ceramic body, the root cause is more likely to be the metallization process.
This approach is much more effective than adjusting plating parameters blindly and can significantly shorten troubleshooting time.
Case Study: Why Nickel Plating Blistered After Brazing
Last year, we produced a batch of 95% alumina metallized ceramic components. The parts passed 100% inspection after nickel plating, but after shipment, the customer reported a blistering rate of approximately 12% after brazing.
At the beginning, we went in the wrong direction.
Our first assumption was that the problem came from the electroplating process. We adjusted the pH value, reduced the current density, and changed the plating additives. However, after a full week of adjustments, there was no improvement.
When we went back and reviewed the production records, we found the real issue: this batch had been stored for 96 hours between metallization and nickel plating.
Further investigation showed that the cleaning and activation parameters were within the normal range, but the ultrasonic function on the cleaning line had not been turned on. Meanwhile, the electroplating parameters themselves were actually normal.
The actual cause was the combination of two factors: oxidation of the metallization layer caused by excessive storage time, combined with insufficient cleaning. Either issue alone might not have caused a large-scale failure, but when they occurred together, the problem became serious.
We made three improvements:
- Nickel plating should ideally be completed within 24 hours after metallization. If the storage time exceeds this limit, the surface condition should be reevaluated before plating.
- The ultrasonic cleaning function was required to remain active throughout the process and was added to the daily equipment inspection checklist.
- For parts stored longer than 24 hours, the activation time was extended from 60 seconds to 90 seconds.
Result
After implementing these improvements, the blistering rate in subsequent batches dropped to below 1%.
Lesson learned
This case shows that nickel plating failures on metallized ceramics are rarely caused by a single process step. Instead, they usually result from the combined effects of storage conditions, cleaning effectiveness, and interface conditions. When a problem occurs, do not immediately adjust the plating bath—first review the upstream processes.
Nickel Plating Delamination Troubleshooting Checklist
When nickel plating blistering or delamination occurs, check the following items before changing the electroplating process:
☐ Was the metallization layer stored for too long before plating?
☐ Was the surface thoroughly cleaned and properly activated?
☐ Is the metallization layer dense and uniform?
☐ Is the plating bath operating within the specified pH and temperature range?
☐ Is the current density properly controlled?
☐ Is the nickel coating thicker than required?
☐ Was the heating rate during brazing too fast?
☐ Does the assembly contain materials with significantly different CTE values?
Following this checklist can eliminate most common causes and help identify the root cause much more efficiently.
Frequently Asked Questions (FAQ)
Q1: Why does nickel plating blister on metallized ceramics?
A1: Nickel plating blistering usually occurs because weak bonding areas exist between the nickel layer and the metallization layer. During heating, interface contamination, trapped gases, or thermal stress can create local pressure, causing the coating to blister.
Q2: Why does the nickel plating look fine after plating but blister after brazing?
A2: Some hidden defects cannot be detected at room temperature but are activated during brazing. Issues such as insufficient cleaning, slight oxidation of the metallization layer, interface porosity, or residual stress may remain hidden after plating but cause blistering or delamination under high-temperature conditions.
Q3: How can you quickly determine whether the problem comes from metallization or electroplating?
A3: A simple method is to take metallized ceramic parts from the same batch and perform a scratch test without activation. If the metallization layer breaks, the issue is related to metallization. If the metallization remains intact but the nickel layer delaminates, the problem is likely related to cleaning or electroplating.
Q4: Can blistered or delaminated parts be reworked?
A4: It depends on the failure location. If only the nickel layer delaminates and the metallization layer remains intact, the part can usually be stripped and replated. If the metallization layer itself has detached from the ceramic, the part is generally not repairable. Always identify the root cause before rework to avoid repeated failures.
Q5: Does nickel plating delamination affect product hermeticity?
A5: Yes, depending on the location and severity. Local nickel delamination may not immediately affect hermeticity, but defects extending into the metallization interface can become leakage paths after brazing or thermal cycling. For high-reliability applications, helium leak testing is recommended after repair.
Q6: What is the optimal nickel plating thickness?
A6: For most brazing applications, a nickel plating thickness of 3–5 μm is commonly used. Thicker coatings may increase residual stress and require additional process optimization to maintain reliable adhesion.
Conclusion
Nickel plating delamination on metallized ceramics is rarely caused by a single factor. In most cases, it results from a combination of surface contamination, insufficient metallization quality, excessive plating stress, and thermal expansion mismatch.
Some components pass inspection immediately after plating but still fail after brazing or thermal cycling. Our experience has shown that simply adjusting the electroplating process is seldom enough. To identify and eliminate the real cause, the entire manufacturing process—from metallization and surface preparation to electroplating and subsequent thermal processing—must be evaluated as a complete system.
Understanding where the failure originates is often more important than fixing the failure itself. Once we identify the root cause, we can usually prevent nickel plating blistering and delamination through systematic process control rather than repeated trial and error.