Introduction
In ceramic-to-metal bonding projects, we often struggle with choosing between active brazing and Mo-Mn metallization. Actually, there isn’t a simple, direct answer. Rather than starting with the process itself, we should consider the product’s operating conditions first.
For example, is long-term hermeticity required? Will it undergo high and low temperature cycling? Is there a stable batch demand afterward? Once these key factors are clarified, determining which process to choose becomes much clearer.

What is Active Brazing
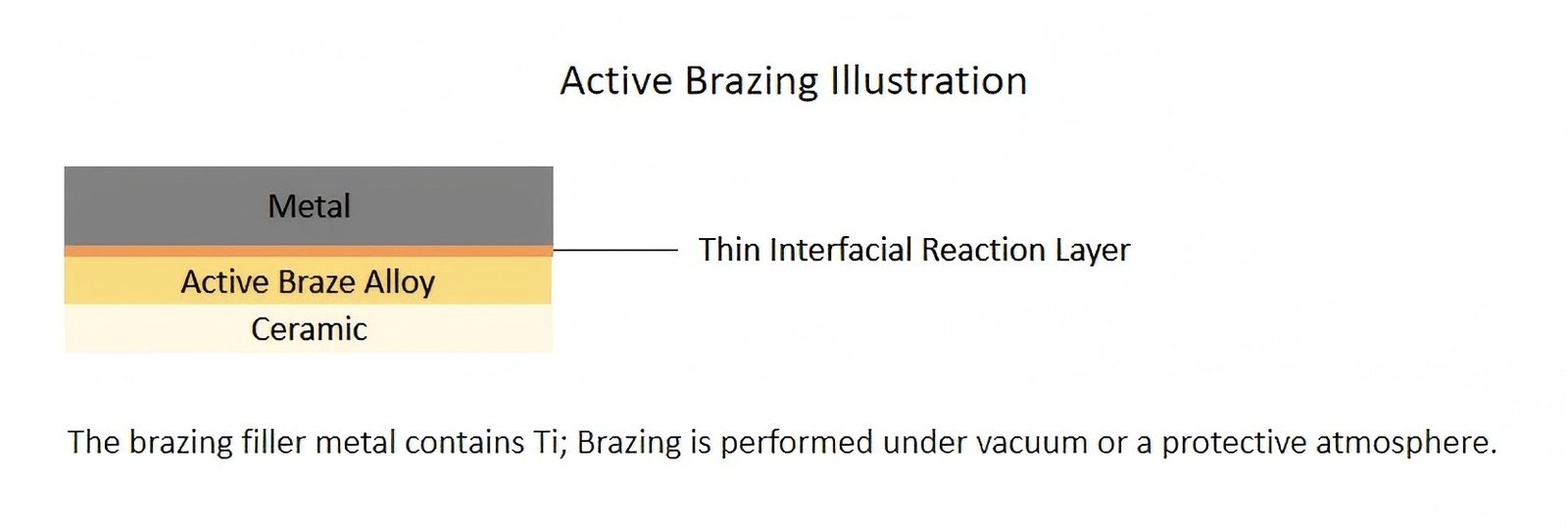
Active brazing is a direct bonding technology. By adding active elements (such as Ti and Zr) to the brazing filler metal, it can directly wet the ceramic surface and bond ceramic to metal. This process is relatively simple. It does not require pre-metallization treatment and is more flexible in operation.
This makes it suitable for most situations, especially the sample or small-batch stage. In fact, many industrial components do not have high requirements for hermeticity; as long as the bond strength is sufficient and the operating environment is not too harsh, active brazing is a suitable option.
However, active brazing also has certain limitations. When products have long-term and stringent requirements for hermeticity, active brazing is insufficient. Because, under long-term, complex operating conditions such as repeated temperature changes or vibration environments, micro-defects may gradually develop at the interface, thus affecting the overall hermeticity.
Furthermore, the selection of active brazing filler metals is relatively limited. Taking aluminum nitride (AlN) as an example, if we wish to take advantage of its high thermal conductivity, we must carefully control the thickness of the reaction layer.
However, the reaction layer formed by conventional Ti-containing active brazing alloys is not ideal (usually too thick), which will reduce the thermal conductivity of AlN. In such cases, it is difficult to find a ready-made brazing alloy, so we must either adjust the formulation or conduct repeated validation tests.
What is Mo-Mn Metallization
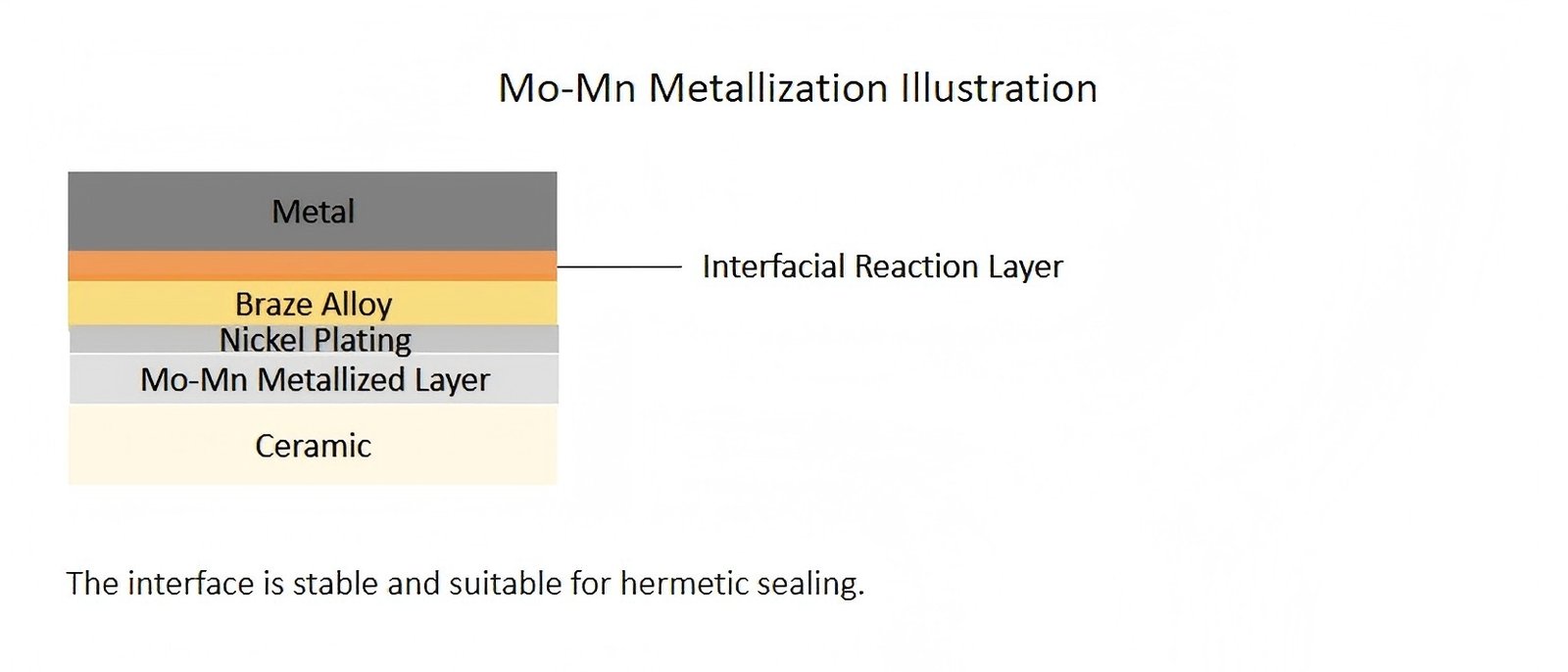
Mo-Mn metallization is a common ceramic surface treatment process. The standard procedure is to first sinter a Mo-Mn metallization layer onto the ceramic surface to make it suitable for brazing, and then apply a nickel plating. This provides a good wetting surface for subsequent brazing with metal.
Compared to active brazing, its main difference lies in the interface structure. A more stable bond is formed between the ceramic layer and the metallization layer, and with the transition of the nickel-plating layer, the entire bonding does not rely on a single reaction interface.
This process is particularly suitable for applications with high reliability requirements, such as vacuum products or hermeticity structures. Here’s a common consideration in actual projects: once a product enters mass production, the main concern shifts to long-term stability rather than the simplicity of the initial manufacturing process.
Therefore, in many projects that require long-term supply, people often prefer to do an extra metallization process in the early stages rather than leaving potential risks to the later stages. After all, if adjustments are needed later due to hermeticity issues, the cost is often much higher than the cost of adding a step earlier.
Active Brazing vs Mo-Mn Metallization
Earlier, we discussed active brazing and Mo-Mn metallization separately. Now let’s take a look at a summary of how they compare.
| Comparison Item | Active Brazing | Mo-Mn Metallization |
| Process Concept | The ceramic reacts directly with the active elements in the brazing filler metal, thereby achieving ceramic-to-metal bonding. | Form a metallization layer on the ceramic surface first, then braze it to the metal. |
| Whether Metallization Is Required | Not required | Required (Mo-Mn metallization + nickel plating) |
| Process Steps | Single-step, direct bonding | Multi-step: metallization, sintering, electroplating, brazing |
| Interface Structure | Thin reaction layer | Stable metallization layer + Brazing layer |
| Hermeticity | Moderate | Excellent |
| Long-term Reliability | Average | High |
| Flexibility of the Application | Simple structure, cost-sensitive products | Vacuum, hermetic sealing, high-reliability products |
How Do We Typically Determine in Actual Projects
Now that we have a basic understanding of these two processes, we might wonder how to choose between them in actual projects. Typically, we don’t focus on the processes themselves, but rather consider certain constraints:
1. Is long-term hermeticity necessary?
When products require high hermeticity, metallization becomes the nearly automatic selection.
2. Is the working environment severe?
In conditions with thermal cycling and significant temperature variations, interface stability gains even greater importance.
3. Production scale and phase
For prototypes or small batches, active brazing provides adaptability; in large-scale production, consistency takes precedence.
4. Follow-up adjustment expenses
Once the process is confirmed and moves into mass production, changes become expensive.
Final Thoughts
Ceramic-to-metal bonding may appear to be just one step in the assembly process, but in reality, it is a high-risk area. Many problems don’t appear immediately but gradually emerge under long-term use or environmental stress.
Therefore, when choosing between active brazing and Mo-Mn metallization, rather than debating which is better, it is more important to first understand the product’s operating conditions and limitations.
FAQs
Q1: Can active brazing guarantee hermeticity?
A1: Active brazing can generally achieve good hermeticity, provided that the materials, brazing alloy, and process are properly matched. Typically, it is necessary to control the cleanliness of the interface, the flow of the brazing alloy, and the thickness of the reaction layer.
Q2: Is nickel plating required after Mo-Mn metallization?
A2: Nickel plating is not strictly necessary after Mo-Mn metallization, but it can improve the wettability and reliability of subsequent brazing, and is commonly used when compatibility with tin (Sn) or gold (Au) brazing alloys is required.
Q3: Is it possible to use both active brazing and Mo-Mn metallization processes in the same product?
A3: In some complex structures, it may be possible to use metallization in some areas and active brazing in others. But it is not a standard practice. We usually need to conduct a process evaluation first, then proceed with specialized design.
Q4: Which ceramic-to-metal bonding method is suitable for small-batch production or sample preparation?
A4: For small-batch production or sample preparation, active brazing is a preferred option because it does not require pre-metallization and offers greater flexibility.
Q5: Under long-term high-temperature cycling conditions, which ceramic-to-metal bonding method is more reliable?
A5: Under long-term high-temperature cycling conditions, the Mo-Mn metallization method is more reliable than the active brazing method. This is because the reaction interface obtained using Mo-Mn metallization exhibits greater stability.