


Why Industry-Specific Ceramics Matter
In demanding applications, ceramic material failures are not caused by design alone, but due to the wrong selection of category and grade of raw material for your specific application, such as fracture toughness, wear resistance, high-temperature resistance, thermal conductivity, and chemical inertness, and what’s more. Any improper match between the ceramic material and applications will probably result in premature failure.
Every application has its own challenge, like semiconductors require high-purity and plasma-resistant materials, high voltage vacuum systems ask for ideal air hermetical and power electronics demand high thermal conductivity and electrical insulation. In a word, a one-size-fits-all ceramic solution does not work; a bespoke one is necessary.
At JingHui, we engineer application-oriented ceramic components, aligning with material selection, specific structure, and manufacturing process in real operations. These ensure the ceramic solutions adapt to the performance needs, extend the lift-span, and keep the long-term stability.
Core Industries We Serve
Our factory is centered on a few very vital industries, including semiconductor equipment, vacuum & high voltage systems, power electronics, medical equipment, energy, aerospace &defence, and food processing.





Our Ceramic Solutions Advantage
Based on our skillful, calculated manufacturing experience and expertise on advanced ceramics, we can provide a full-cycle ceramic solution from material selection, design, manufacturing, quality control, and after-sales service
-

With a wide range of selectable ceramic materials, we offer proposal options for your R&D or prototyping stage.
-

Covering selection shaping methods, precision machining, metallizing, brazing, and surface treatments.
-
 Stringent Quality Control
Stringent Quality ControlScientific quality management systems across every spot, every staff in the factory, from material incoming to shipping
-
 Severing Global Customers
Severing Global CustomersEach project is assigned a dedicated working group, and provide end-to-end services for overseas customers worldwide
Featured Application Case Studies
In the past decade, we have cooperated with a few thousand overseas customers and built partnerships with around 1,000 valuable clients. We are honored to work with them and fix some technical challenges together.
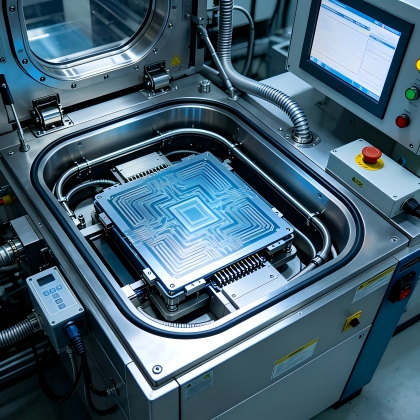
Customer challenge: A European semiconductor company asked for high-purity ceramic components with ultra-tight dimensional tolerance (±0.002mm) for wafer etching equipment, ensuring no contamination.
Our solution: We selected 99.5% aluminum nitride to machine the ceramic part at house and clean it with Plasma water, to meet both high purity and free of contamination for semiconductor manufacturing.
Result/Value: The customer was satisfied with zero contamination, the dimensional accuracy, and the vacuum effect. It reduced maintenance costs by 30%

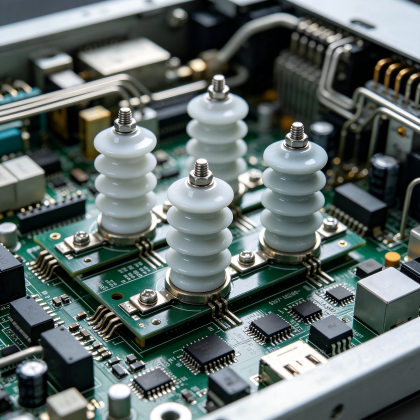
Customer challenge: A Korean customer required hermetic sealing ceramic parts for 200KV X-Ray equipment, with a helium leak rate ≤10⁻⁹ atm·cc/s.
Our solution: We suggested that the customer increase the wall thickness properly and selected 96% alumina to machine the ceramic part, and metalized it ourselves, to meet the super high vacuum applications.
Result/Value: The customer commented that the ceramic component worked very well in their high voltage X-Ray equipment
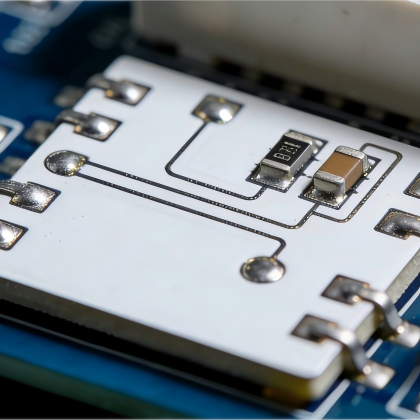
Customer Challenge: A North American electric vehicle manufacturer looked for high mechanical strength ceramic substrates with proper heat dissipation for the IGBT module, complying with ISO 14969 standards.
Our Solution: We adopted a silicon nitride ceramic substrate and machined it to the client’s specifications, ensuring the mechanical and thermal properties.
Result/Value: The substrates passed their prototyping testing, met ISO 14969 certification, and helped the client move forward to the next phase of the project.
Key Ceramic Materials for These Applications
-

High mechanical strength & cost-effective insulation
-
Exceptional toughness & wear-resistant performance
-

High thermal conductivity & excellent insulation
-

High strength at elevated temperatures & thermal shock resistance
-

Extreme hardness & high-temperature stability
-

High thermal stability & easy-machining performance
-

Precision machinable & stable dielectric properties
-

Balanced strength, toughness & dimensional stability
We focus on these demanding industries, including semiconductors, vacuum systems, power electronics, medical, aerospace & defence, energy and food processing.
Choosing ceramic material depends on the performance needs you expect in your application, including temperature, wear resistance, insulation, thermal conductivity, thermal shock, and so on.
Yes, we can tailor a variety of ceramic components, including selecting ceramic materials, high precision sizes, metallizing, and ceramic-to-metal brazing to match your specifications.
We can hold a very tight tolerance and best to ±0.001mm; however, the final dimensional accuracy relies on the practical size, the geometries, and the raw material of the ceramic components.
Yes, our factory is ISO9001:2015, ISO14001, and ISO14969 certified, and our products have passed the FDA and LFGB tests.
For prototyping, the lead time generally take 4~5 weeks, while the lead time needs to further evaluated including the specific quantity, the season, the production plan and so on.