Introduction
Engineers developing hermetic sealing products often face a critical challenge during the design phase: how to select the appropriate ceramic and metal materials to ensure the long-term reliability of the sealing structure?
To address this issue, it is first necessary to understand a core design principle in ceramic-to-metal sealing: CTE matching. This article will explore this principle, explain its basic mechanisms, and discuss how to avoid common sealing failures based on practical engineering experience.
What Is CTE Matching
According to the theory of thermal expansion, the dimensional change of a material due to temperature variation can be calculated using the following formula:
ΔL = α ∙ L0 ∙ ΔT
where ΔL represents the length change, α is the linear coefficient of thermal expansion (CTE), L0 is the initial length, and ΔT is the temperature change.
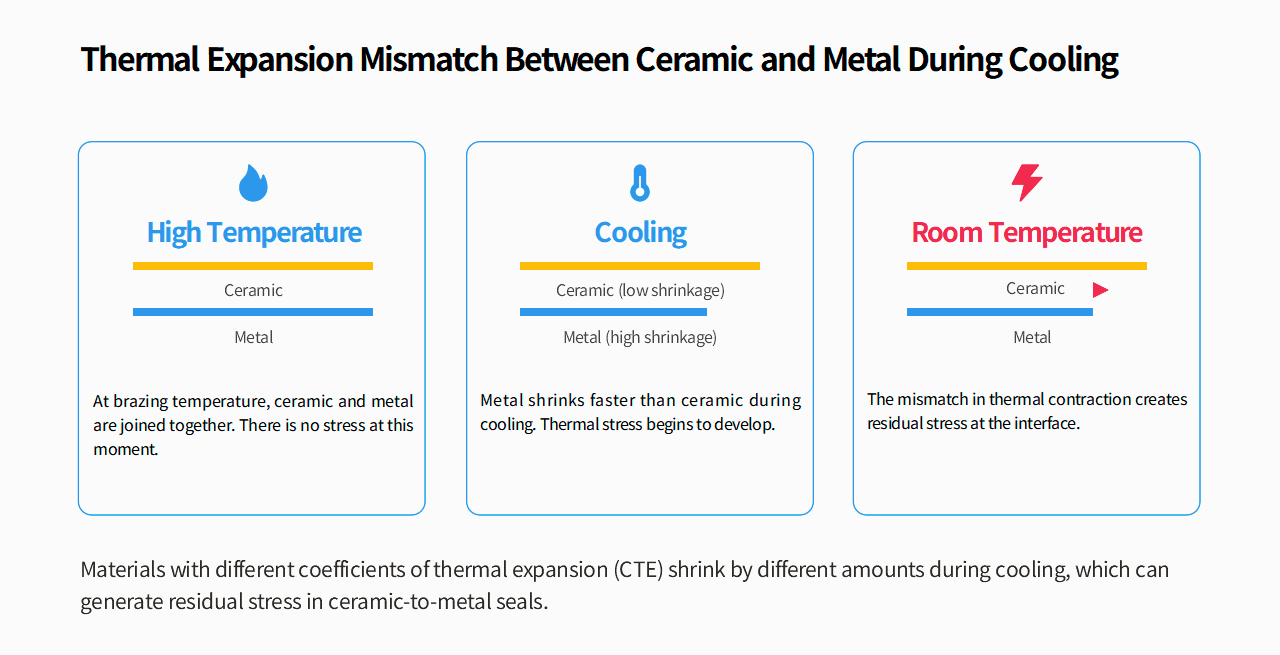
This formula shows that when two materials with significantly different CTEs are joined together, they will expand or contract to different degrees under the same temperature change, thereby generating thermal stress.
This is particularly evident in cerami-to-metal seals: when the sealed assembly cools from a high temperature to room temperature, the inconsistent contraction of the different materials creates thermal stress at the interface. If the stress exceeds the tolerance of the material or interface, it may lead to seal failure.
CTE of Common Ceramic and Metal Materials
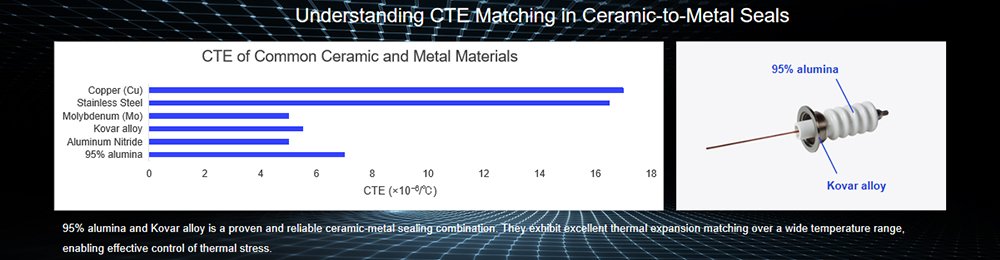
In ceramic-metal sealing designs, the CTE of the materials is one of the most critical reference parameters. The table below lists the typical CTE ranges for some common materials:
| Material | CTE (×10-6/℃) |
| 95% alumina | 6.5~8 |
| Aluminum Nitride | 4~6 |
| Kovar alloy | 5~6.5 |
| Molybdenum (Mo) | 5 |
| Stainless Steel | 16~17 |
| Copper (Cu) | 17 |
The data above shows a significant difference in CTE between different materials. For example, ceramic materials typically have a CTE of 4-8, while common metals such as stainless steel and copper are closer to 17.
If this difference is ignored in the sealing design, significant residual thermal stress can easily be generated during cooling, leading to ceramic cracking and even hermetic failure.
Why Are Ceramics More Sensitive to Thermal Stress
To understand failure issues in sealing designs, one must first understand the mechanical properties of ceramic materials. Compared to metals, ceramics typically exhibit two distinct characteristics: high compressive strength and low tensile strength.
Taking alumina ceramics as an example, their typical mechanical properties are: compressive strength of approximately 2000 MPa, while tensile strength is only 200–300 MPa. In other words, ceramics are more prone to cracking under tensile stress but are more stable under compressive stress.
Based on this characteristic, a crucial principle in ceramic-metal sealing design is to avoid subjecting the ceramic to tensile stress as much as possible, and instead, through structural and material matching, place it under compressive stress.
Two Ceramic-Metal Sealing Designs
Because ceramics are relatively sensitive to tensile stress, it is common in engineering practice to control the thermal expansion match between materials to regulate the stress state, which has led to the development of two typical sealing design approaches.
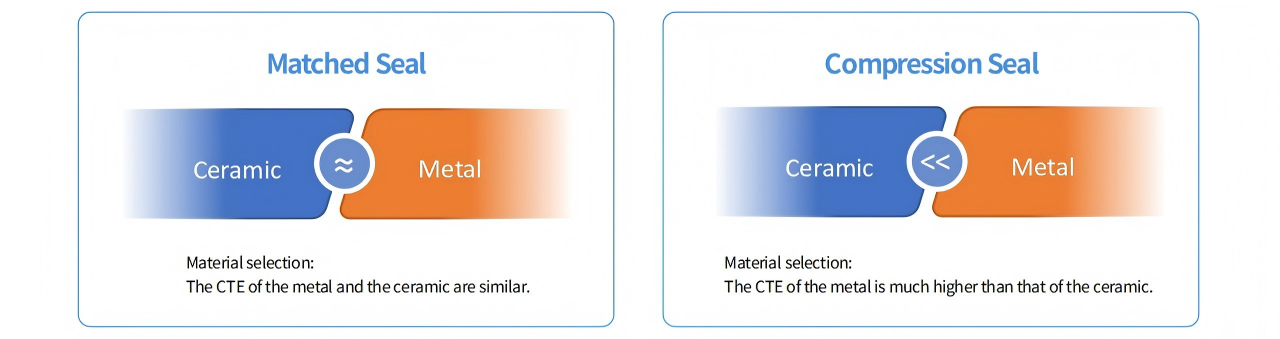
Matched Seal
A matched seal refers to the selection of materials with very similar CTEs to minimize thermal stress generated during the cooling process. Typical combinations include alumina + Kovar alloy and alumina + Mo.
This design is characterized by low overall stress, and with good process control, it typically achieves good hermeticity and reliability. Therefore, it is widely used in vacuum electronic devices, hermetic packaging, electron tubes, and sensor packaging.
Compression Seal
Another common design is the compression seal. In this structure, the metal typically has a higher CTE than the ceramic. As the sealed assembly cools from high temperatures, the metal contracts more, thereby exerting a compressive force on the ceramic.
You can think of it this way: the metal tightens, creating a compression constraint on the ceramic that acts like a sleeve. Since ceramics are more stable under compressive stress, this design actually helps improve structural reliability.
Compression seals are commonly found in applications such as pressure sensors, hermetically sealed electrical connectors, and electrodes in vacuum equipment. In some structures, their mechanical stability outperforms that of matched sealing.
Matched Seal vs Compression Seal
In summary, the main differences between the two design approaches are as follows:
| Comparison Item | Matched Seal | Compression Seal |
| CTE Differences | As close as possible | Intentional design differences |
| Ceramic Stress | Near zero | Compressive stress |
| Structural Stability | High | Higher (under specific conditions) |
| Typical Metals | Kovar alloy, Mo | Stainless steel, copper |
| Typical Applications | Vacuum devices | Pressure sensors |
How to Select Material Combinations in Practical Design
In ceramic-metal sealing designs, material selection depends not only on the CTE but also on a comprehensive judgment considering the sealing type and actual operating conditions.
First, CTE is the most fundamental screening parameter. Generally, it is preferable to select material combinations with similar CTEs to reduce the fundamental thermal stresses generated during cooling.
However, in engineering practice, relying solely on CTE matching is often insufficient, as the final stress state also depends on the structural design and cooling path.
Therefore, in actual selection, it is usually necessary to first clarify the sealing strategy:
- Matched Seal: Prefer material combinations with similar CTE, such as alumina + Kovar alloy/Mo, to reduce overall residual stress.
- Compression Seal: By selecting metals with high CTE (such as stainless steel and copper), compressive stress is applied to the ceramic during the cooling process, thereby improving structural stability.
In addition, the assessment must take into account the actual temperature range (ΔT). In high-temperature brazing processes, even with small CTE differences, significant temperature gradients can amplify the effects of thermal stress.
Finally, structural design also significantly impacts the final result, such as wall thickness ratio, geometric symmetry, and the presence of stress-buffering structures.
Therefore, material selection should always be considered in conjunction with structural design, rather than being an independent decision.
Common Failure Modes of Ceramic-Metal Sealing
In real engineering applications, even with appropriate material selection, sealing failures can still occur. These problems are usually not caused by a single factor, but are the result of the combined effects of thermal stress, structural constraints, and process deviations.
Ceramic Cracking
This is one of the most common failure modes. It typically involves the appearance of cracks or even fractures in the ceramic after cooling or during use.
The root cause is that the tensile stress exerted on the ceramic exceeds its tensile strength. Common contributing factors include:
- Metal and ceramic CTE mismatch
- Excessive cooling temperature difference (ΔT too high)
- Excessive structural constraints, unable to release stress
This type of failure typically occurs in areas of stress concentration, such as edges or locations where the geometry changes.
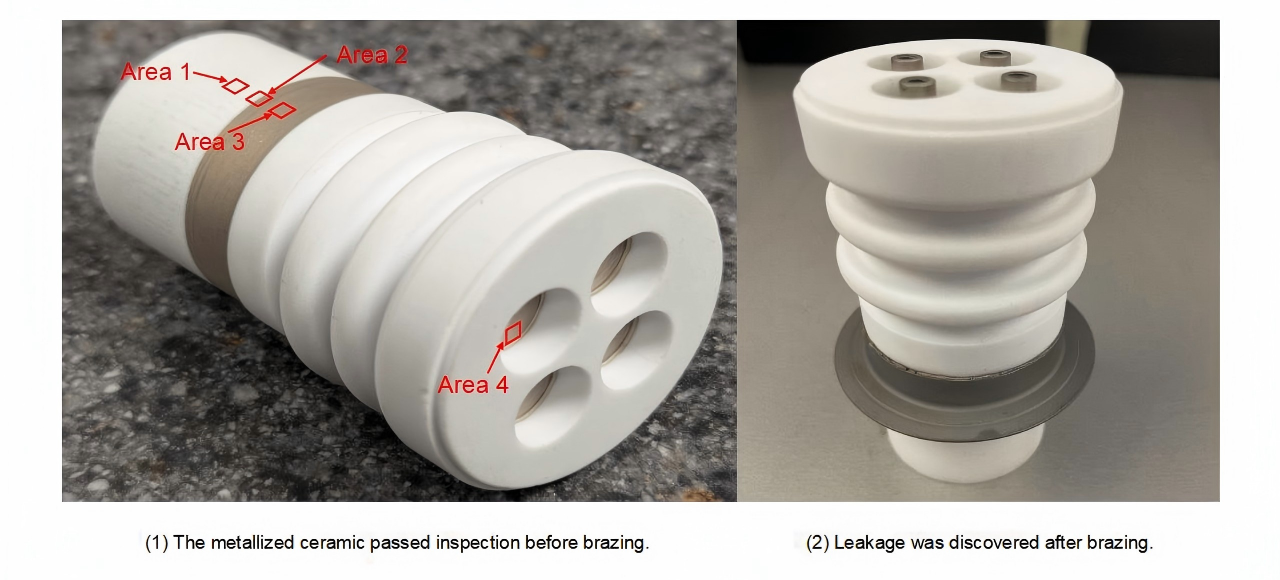
Hermeticity Failure (Leaks Caused by Microcracks)
Some sealed components show no visible cracks but exhibit leakage during hermetic testing. Such issues are typically caused by microcracks or micro-pores at the interface.
Essentially, this occurs when localized thermal stress exceeds the material’s local load-bearing capacity without resulting in macroscopic fracture.
Common causes include:
- Uneven metallization or solder layer
- Localized thermal stress concentration
- Insufficient interfacial bond strength
Interface Delamination
This appears as localized separation between the ceramic and the metal. It is essentially a delamination phenomenon caused by the accumulation of shear stress at the interface or the release of residual stress.
Common causes include:
- Inconsistent metallization layer thickness or composition
- Unstable brazing layer control
- Fatigue accumulation during thermal cycling
Delayed Failure
This type of failure typically occurs normally during initial testing, but problems gradually emerge after long-term operation or thermal cycling.
The core reason is the gradual release and cumulative damage caused by residual stress during long-term thermal cycling. Typical applications include vacuum systems, sensors, and high-temperature electrical connectors.
These failure modes are essentially related to one core factor: the distribution and release path of thermal stress. The material itself is not the only determining factor; structural design and manufacturing quality also play a crucial role.
Engineering Control and Optimization Methods
After understanding the failure modes and causes, it is common engineering practice to enhance the reliability of ceramic-to-metal seals through the coordinated optimization of materials, structures, and processes.
Material Consistency Control
Even when using materials of the same grade, there may still be batch-to-batch variations in CTE and microstructure. Therefore, in high-reliability applications, it is necessary to control:
- Material batch consistency
- Metallization powder uniformity
- Solder composition stability
Structural Optimization Design
A well-designed structure can significantly reduce local stress concentration. For example:
- Employing a symmetrical structure to reduce unilateral stress.
- Optimizing wall thickness ratios to avoid abrupt changes in stiffness.
- Introducing transition structures or buffer layers between ceramic and metal.
The core objective of structural optimization is to achieve a more uniform stress distribution, rather than eliminating stress itself.
Process Parameter Control
The sealing process has a significant impact on the final stress state, especially during high-temperature brazing, including:
- Heating/cooling rate control
- Holding time optimization
- Cooling path design
Excessive cooling often significantly increases residual stress, which is one of the important causes of failure.
Thermal Cycling Validation
For high-reliability products, thermal cycling testing should be conducted during the design phase to identify potential problems early, such as:
- Thermal shock testing
- Long-term thermal cycling testing
- Monitoring of hermeticity degradation
Conclusion
The core of ceramic-metal sealing lies in the effective control of stress caused by differences in thermal expansion. Whether it’s a matched seal or a compression seal, the design goal is to ensure the ceramic operates under safe stress conditions, thereby guaranteeing long-term reliability.
In actual engineering practice, only through the coordinated consideration of material selection, structural design, and process control can truly stable and reliable sealing performance be achieved.
If you are developing ceramic-to-metal seals or require custom alumina ceramic parts and seals, please feel free to contact us. We can provide technical support and solutions tailored to your specific application needs.
Frequently Asked Questions
Q1: Why are ceramics prone to cracking after brazing?
A1: The main reason ceramics are prone to cracking after brazing is the residual thermal stress caused by thermal expansion mismatch.
During the high-temperature brazing process, the ceramic and metal are heated and bonded together. However, during the cooling phase, the different materials shrink at different rates.
If the metal shrinks more than the ceramic, tensile stress will be generated inside the ceramic. Since ceramics themselves have relatively low tensile strength, cracks or even complete breakage are likely to occur.
Furthermore, excessively rapid cooling rates, unreasonable structural design, or localized stress concentration can further exacerbate the risk of cracking.
Q2: What metals are typically used for sealing alumina ceramics?
A2: Commonly used metals for hermetic sealing of alumina ceramics include:
- Kovar alloy (Fe-Ni-Co): The most common matched seal material, with a CTE close to that of alumina.
- Molybdenum (Mo): Used for high-temperature or high-stability sealing structures.
- Titanium (Ti) and its active brazing system: Used for specific vacuum or strong bonding requirements.
- Stainless steel (304/316): Commonly used in compression seal structures.
- Copper (Cu): Used in some low-stress or conductive applications (mostly for compression seals).
The specific choice depends on the sealing type (matched or compression seal), operating temperature, and reliability requirements.
Q3: Which is more reliable, a matched seal or a compression seal?
A3: There is no absolute answer. The reliability of the two methods depends on the application and design goals.
In many practical applications, compression seals often have better failure resistance, while matched seals are more geared towards low stress and high precision. Reliability depends on whether the design matches the application, not on the sealing method itself.
Q4: Why do some seals crack while others remain intact even with the same material combination?
A4: The key difference isn’t whether the materials are the same, but whether the actual stress is the same.
Even with the same material combination, the following differences will affect the result:
- Process differences: Different heating/cooling rates and brazing temperature profiles will alter the residual stress.
- Structural differences: Different wall thicknesses and symmetry will lead to different degrees of stress concentration.
- Interface quality differences: Uneven metallization or brazing layers will create localized weak points.