

Introduction
In devices like vacuum electronics, power module packaging, and high-reliability sensors, the hermetic seal between ceramics and metals is often crucial in product design.
.jpg)
In many real projects, ceramic-to-metal assembly can pass the helium leak test well before shipping. However, leaks will still occur during later heat cycling or long-term operation. These leaks often result from a combination of several factors rather than a single defect.
This article focuses on analyzing the key factors affecting the reliability of metal-ceramic airtight structures.
What is a typical metallized ceramic hermetic structure like?
In most hermetically sealed structures,the interface between ceramics and metals is typically a multi-layered structure, as shown in the figure below.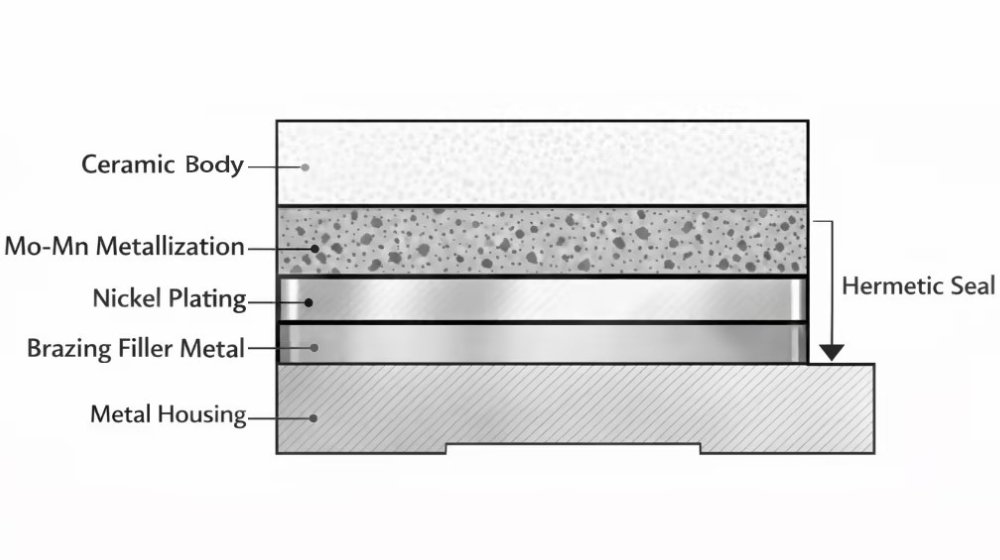
Typical Interface Structure in Ceramic-to-metal Sealing
Each of the above interfaces can be a potential risk for product airtightness failure. In actual production, the airtightness failure often does not originate from the material itself, but may be caused by factors such as microscopic defects or mechanical stress concentration in the interface.
What are the key factors affecting airtightness reliability?
Key takeaway: Airtightness reliability mainly depends on CTE matching, metallization interface quality, and brazing stability—any mismatch or defect can create microcracks over time and lead to leakage.
The long-term stability of the product’s airtight structure mainly depends on the following three aspects:
- Matching of thermal expansion coefficients(CTE) between ceramic and metallization;
- Interface integrity of the metallized layer;
- Stability of brazed connections;
These three factors interact with each other during metalizing, cooling, and using of the metallized ceramic component.
1. Thermal expansion matching
Ceramic and metallic slurry have different coefficients of thermal expansion (CTE) during temperature changes. If the difference in CTE between the two is too big, significant residual stress will form in the interface region during the cooling process after metalizing.
In this way, the component may not leak during the initial helium test, but after undergoing multiple temperature cycles, it will gradually create microcracks. These microcracks will usually extend along the metallization layer or the brazing interface, eventually forming a leakage channel.
Therefore, the thermal expansion matching between materials needs to be considered during the product’s design phase.
2. Metallization layer interface quality
The metallization layer is the crucial interface for establishing a strong bond between ceramics and metals.
The main factors affecting its reliability include:
- Uniformity of the metallization layer thickness;
- Internal porosity of the metallization layer;
- Bond strength between the metallization layer and the ceramic surface;
- Stability of the metallization sintering temperature profile;
- Control of the metallization sintering atmosphere;
If there are too many pores or microcracks within the metallization layer, although leakage may not occur in the short term, it often reduces the long-term reliability of the hermetic structure.
3. Brazing joint quality
Brazing is a manufacturing process that joins metallized ceramics to metal components. Reliable brazing joints typically require the following conditions to be met:
- The brazing filler adequately wets the surface of the ceramic plating surface.
- A continuous and stable reaction layer is formed at the brazing joint.
- Excessive formation of brittle intermetallic compounds (IMCs) is avoided during brazing.
(IMCs are new metallic structures formed during the brazing process when the brazing filler metal reacts with the metal-basis part. Excessive formation can make the joint brittle.)
- The weld thickness is maintained at a reasonable and uniform level.
During the welding process, improper brazing temperature control or inadequate gap design can lead to localized stress concentration or weld defects.
Which areas in an airtight structure are prone to failure ?
Key takeaway: Airtight failures mainly occur at material interfaces and are usually caused by multiple small issues building up over time.
Through actual product failure analysis, the following three interface areas are often the focus of attention:
- Ceramic and Metallization Layer Interface;
- Metallization Layer and Electroplating Interface;
- Electroplating and Brazing Interface.
These areas are prone to becoming weak points, usually due to the following reasons:
- Abrupt changes in material composition between different interfaces;
- Significant differences in thermal expansion of the materials;
- Discontinuities in the microstructure of the interfaces.
In many failure cases, leakage or sealing failures can often be traced back to changes in the microstructure of these interfaces.
If you want to understand what really causes hermetic seal failures? Read full guide: Root Causes of Hermetic Seal Failures.
Common airtightness failure risks and engineering controls during mass production
In actual production, airtightness failure is usually related to multiple factors. Below are some common sources of risk.
| Sources of risk | Typical issues | Long-term effects | Engineering Control |
| CTE mismatch | Microcracks form at the interface after thermal cycling | Delayed leakage or airtight failure | Material CTE matching during the design phase |
| Excessive porosity in the metallization layer | Helium test results are unstable or fluctuating | Decreased sealing reliability | Optimize metallization sintering process |
| Insufficient coating adhesion | Localized coating peeling | Brazing failure | Conduct coating adhesion test |
| The reaction layer is too thick | Embrittlement of the joint area | Decreased mechanical strength of joint | Controlling brazing temperature and time |
| Overheating of brazing | Interface structure is destroyed | Reduced sealing stability | Strictly control the process window |
| Inadequate traceability system | Difficulty in locating the source of the defect | Defects recurring | Build a complete batch traceability system |
In many cases, product failure is not caused by a single factor, but by the accumulation of multiple small deviations.
What are the key control points in the manufacturing process?
Key takeaway: Airtight reliability depends on tight control of every manufacturing step, from ceramic forming to brazing and assembly.
A stable airtight structure relies on systematic control of the entire manufacturing process.
1. Ceramic matrix manufacturing
- Proper powder formulation;
- Stable molding process;
- Controlled sintering temperature curve.
- Precise metallization paste formulation;
- Uniform printing thickness;
- Stable metalizing atmosphere.
3. Nickel plating process
- Appropriate coating thickness;
- Reduce coating porosity;
- Ensure coating adhesion.
4. Brazing process
- Selecting a suitable brazing filler;
- Controlling the welding bead;
- A stable furnace temperature curve.
5. Assembly
- Material matching for metal components;
- Stress control during the cooling process;
Generally speaking, every step in the production process probably affect the final airtightness affect.
Worried about long-term reliability? Learn what really matters: Long-Term Reliability of Brazed Ceramic Assemblies.
How to verify the airtightness of a product?
Key takeaway: Airtightness must be verified through multi-stage testing across the whole process, not just a final helium leak test.
In actual production, helium leak test alone is often insufficient to comprehensively assess product reliability. Our product verification typically combines multiple testing methods. Some routine testing methods include:
Before metallizing:
- Dimensional inspection
- Appearance quality inspection
- Density testing
- Fluorescent penetrant testing for cracks in ceramic parts
After metallizing:
- Visual inspection
- Metallization adhesion test
- Metallization layer thickness test
- Fluorescent penetrant testing for cracks in the ceramic component
Before brazing: - Inspect the weld gap between ceramics and metals
- Check the assembly position and alignment
After brazing: - Helium mass spectrometry leak detection
- Thermal cycling test
- Metallographic cross-section analysis, as shown in the figure below
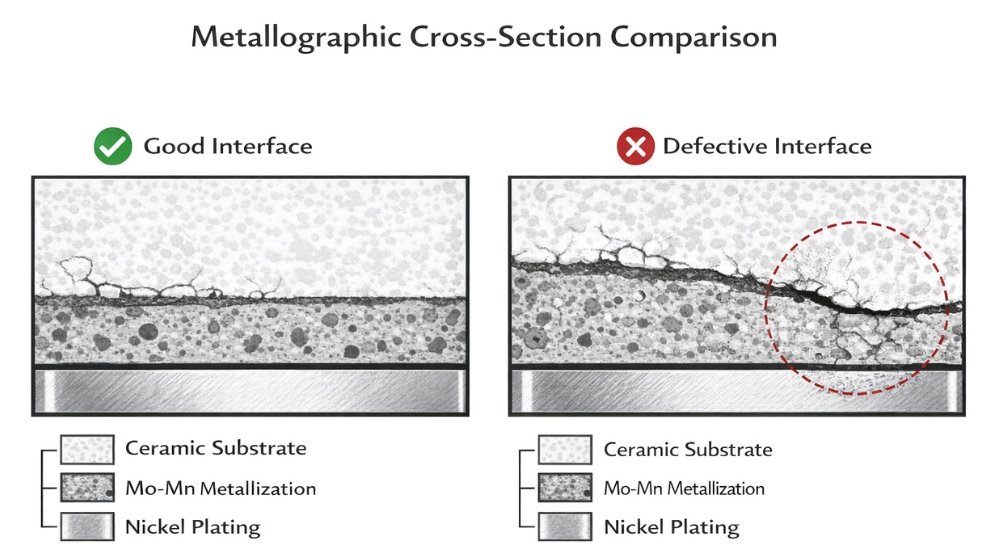
We will conduct multi-dimensional and multi-stage verification to discover existing problems or identify potential risks as much as possible, so as to prevent unqualified products from being delivered to customers.
Is helium leak testing enough?Learn the full picture: Helium Leak Testing & Hermetic Standards Explained.
A real case we ever experienced
We sampled ceramic high-voltage vacuum metallized insulators to one of our customer, checking for cracks using fluorescence penetrant testing, and all passed. The client’s helium test for gas tightness after welding also showed no issues. However, micro-cracks appeared during the final 20-cycle thermal test, ss shown in the figure below.
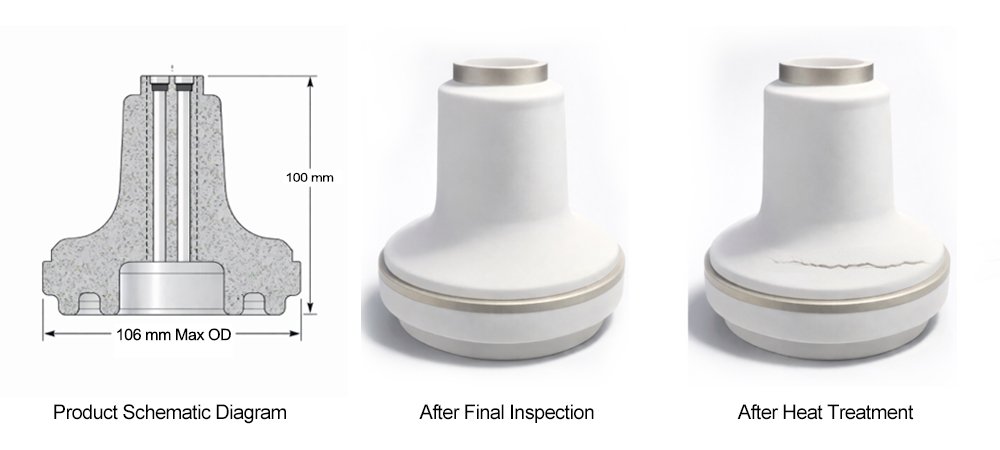 Comparison after final inspection and after thermal cycling
Comparison after final inspection and after thermal cycling
Our company has summarized the lessons learned and improvements made from this case:
- Fluorescent penetrant testing can only detect larger cracks and surface pores. It is unable to identify micron-sized cracks, grain boundary defects, and micro-stress in sintered ceramic parts.
- For ceramic products with complex structures and large dimensions, we have improved the inspection process. The new procedure is as follows: finished product fluorescent penetrant testing → microscopic inspection → 5-cycle thermal screening of sampled products → fluorescent testing → shipment.
- Verification has shown that 5-cycle thermal screening effectively identifies products at risk of failure, significantly reducing the likelihood of cracking after delivery to the customer.
How to choose between Mo-Mn metallization and active brazing processes?
In some structural designs, engineers need to choose between the most mature Mo-Mn metallization process and active brazing.The following aspects can generally be considered for evaluation:
| S/N | Application conditions | Recommended solution |
| 1 | Ultra-high airtightness requirements | Mo-Mn metallization |
| 2 | Simple structure | Active brazing |
| 3 | Larger number of thermal cycles required | Mo-Mn metallization, more stable |
| 4 | Cost sensitive | More flexible with active brazing |
The specific choice of process still needs to be determined by the customer after a comprehensive evaluation of the product’s structural design, reliability, and final application.
Not sure which process to choose? See the key differences: Active Brazing vs Mo-Mn Metallization.
Frequently Asked Questions (FAQ)
Q1: Does a helium leak test guarantee hermetic seal reliability?
A: No. A helium leak test only verifies whether a hermetic seal is leak-free at the time of testing. It does not guarantee long-term reliability. Under thermal cycling or mechanical stress, microcracks may develop and lead to delayed leakage.
Q2: What is the optimal thickness of a ceramic metallization layer?
A: The typical thickness of a ceramic metallization layer is 10–25 μm. If the layer is too thin, adhesion may be insufficient. If too thick, residual stress can increase, reducing interface stability and sealing reliability.
Q3:What ceramic materials are used in hermetic sealing?
A: common ceramic materials for hermetic sealing include alumina (Al₂O₃), aluminum nitride (AlN), and silicon nitride (Si₃N₄). Alumina is widely used due to its stability and cost-effectiveness, while AlN and Si₃N₄ are preferred for high thermal performance applications.
Q4: What is the ideal brazing joint clearance?
A:The ideal brazing joint clearance is typically 20–80 μm. Proper clearance allows the filler metal to flow and wet the joint effectively. Too small a gap may prevent flow, while too large a gap can reduce joint strength.
Q5. What causes hermetic seal failure?
A: Hermetic seal failure is typically caused by thermal expansion mismatch between materials, poor metallization quality, or defects during brazing. These factors can create residual stress, weak bonding, or microcracks, which may eventually lead to leakage under thermal cycling or mechanical stress.
Q6. How do you test hermetic sealing?
A: Hermetic sealing is commonly tested using helium leak detection, which can identify extremely small leaks. This method measures the leak rate to ensure the seal meets airtightness standards. Additional tests such as thermal cycling may be used to verify long-term reliability.
Technical Insight
In many real-world projects, airtightness failures are often not caused by a single factor, but rather the result of multiple interface issues combined. For example, if the metallization layer has slight porosity, and the structural CTE (Coefficient of Thermal Expansion) is slightly off, coupled with a high brazing temperature, the product may pass initial testing but will slowly leak after thermal cycling.
Therefore, airtight metallized ceramic structures are not a simple process thing, but a systemic engineering case involving material matching, interface control, and stable manufacturing processes. Only by maintaining stable process control throughout the entire manufacturing process can long-term reliable airtightness be guaranteed.
Final thoughts
As a professional manufacturer of ceramic metallized hermetic components, JINGHUI can provide a variety of ceramic metallized parts and brazed assemblies to meet your application needs. We offer a one-stop customization service from design support and prototyping to mass production, helping customers obtain stable and reliable hermetic structure solutions in different application scenarios.
If you are developing related products, please contact us for more technical information or customization solutions. Learn more about our manufacturing capabilities.
Explore these technical guides:
– Active Brazing vs Mo-Mn Metallization
– How to Achieve 1×10⁻⁹ atm·cc/s Hermeticity
– Understanding CTE Matching
– Helium Leak Testing & Standards
– Root Causes of Hermetic Seal Failures
– Metallization Porosity Effects
– Nickel Plating Delamination
– Furnace Profile Optimization
– Brazed Assembly Reliability

